
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 8. Устройства для обогрева пресс-форм
На качество изделий из пластмасс большое влияние оказывает температура, при которой их изготовляют. Температурный режим пресс-формы зависит от структуры перерабатываемого материала и от особенностей технологического процесса, выбранного для получения данного изделия.
Так, при литье под давлением термопластов пресс-форму охлаждают, при прессовании реактопластов — нагревают. Для нагревания пресс-форм используют паровые, газовые и электрические нагреватели. Паровые и газовые нагреватели применяют редко, так как они опасны в эксплуатации и громоздки. Электронагреватели для пресс-форм имеют три разновидности: нагреватели электрического сопротивления, индукционные и полупроводниковые.
Наибольшее распространение имеет электрический нагрев, основанный на применении элементов сопротивления. Конструкции электронагревателей сопротивления разнообразны.
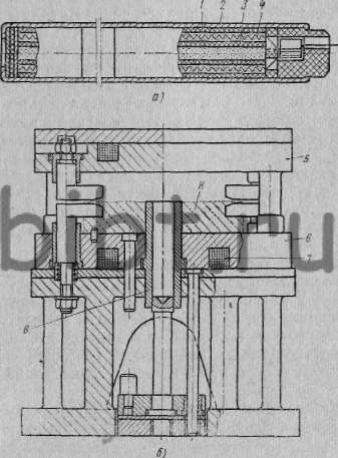
Рис, 126. Системы электрообогрева пресс-формы:
а — электронагреватель для стационарных пресс-форм; б — система индукционного электрообогрева блока для литьевого прессования
Чаще других используют круглые нагреватели. Один из видов круглого электронагревателя показан на рис. 126, а. Корпус нагревателя представляет собой керамическую трубку 1, заключенную в защитную металлическую оболочку 2. Внутри находится керамическая трубка 3 меньшего диаметра, вокруг которой намотана нихромовая спираль 4.
Пространство, где размещена спираль, заполнено кварцевым песком. Этот наполнитель повышает теплопроводность электронагревателя и увеличивает срок его эксплуатации вследствие ограниченного доступа воздуха.
Размещение нагревателей в пресс-форме зависит от ее конструкции, т. е. от высоты матрицы, расположения выталкивающих и крепежных деталей. Располагать электронагреватель желательно в толще пресс-формы на расстоянии 30—50 мм от оформляющей поверхности. При более близком расположении возможен местный перегрев, который приведет к браку изделий.
Количество нагревателей в пресс-форме обусловливается ее массой (или площадью поверхности теплоотдачи), рабочей температурой и мощностью нагревателя.
Для обогрева съемных пресс-форм применяют нагревательные плиты, в которых просверлены каналы для расположения трубчатых электронагревателей. Нагревательные плиты крепятся к плитам пресса через теплоизолирующие прокладки для уменьшения передачи тепла прессу. У стационарных пресс-форм плиты обогрева крепятся к нижней части матрицы и к верхней части пуансона.
За последнее время получает распространение индукционный обогрев пресс-форм электрическим током промышленной частоты. При индукционном обогреве уменьшается расход электроэнергии, сокращается время нагрева пресс-формы, увеличивается срок службы электронагревателей.
Индукторы в виде витков медного провода марки ПСДК со стеклянной изоляцией укладывают в пазы, выполненные в обогревательной плите или в самой пресс-форме, вокруг ее оформляющих гнезд. Индукторы обычно заливают жидким стеклом или высокотемпературной пластмассой на кремнийорганической основе.
На рис. 126, б показан универсальный блок для литьевого прессования реактопластов.
Сменные пресс-формы устанавливают на плиту 6. При установке пресс-форма надевается на выступающую часть загрузочной камеры 8, выполненной в виде трубы. Для нагрева сменных пресс-форм применен способ индукционного обогрева. Индукторы 7 расположены в пазах плит 5 и 6.
Взаимодействие частей блока аналогично стационарной пресс-форме, ранее рассмотренной на рис. 121, а.