
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 9. Основные детали пресс-форм
Детали пресс-форм делятся на две основные группы: детали технологического назначения, непосредственно соприкасающиеся с пластмассой, а следовательно, участвующие в предании изделию нужной формы; к этим деталям относятся матрица, пуансон, вкладыши, знаки; детали конструктивного назначения, непосредственно не оформляющие изделия, но обеспечивающие работу первой группы; к этим деталям относятся направляющие колонки, опорные плиты, толкатели, ручки и т. д.
Матрицы и обоймы. Матрица — основная деталь, непосредственно участвующая в оформлении наружной поверхности изделия. Форма, размеры и конструкция матрицы определяются конструкцией самого изделия. В пресс-формах прямого прессования нижняя часть матрицы служит для оформления изделия и является собственно матрицей, а верхняя часть предназначена для загрузки пресс-материала и является загрузочной камерой.
Изготовление цельных матриц (рис. 127, а) не всегда целесообразно. Чтобы облегчить изготовление матриц, их часто делают составными (рис. 127,б); при этом соединение собственно матрицы с загрузочной камерой выполняется таким образом, чтобы при прессовании полностью исключалась возможность попадания пресс-материала в зазор между ними. Попадая в зазоры под большим давлением, пресс-материал постепенно расшатывает соединение и выводит пресс-форму из строя.
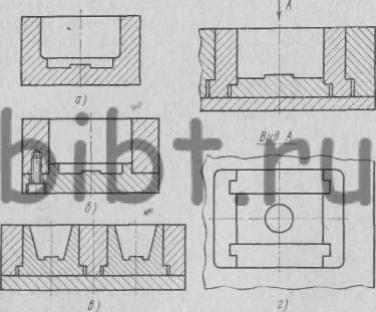
Рис. 127. Конструкции матриц: а — цельная, б, в, г — сборные
В многогнездных пресс-формах применяют вставные цилиндрические матрицы, запрессованные в обойму (рис. 127, в). Обоймой называют деталь, предназначенную для скрепления оформляющих элементов, входящих в сборную конструкцию. Наиболе часто обоймы применяют для соединения деталей сборных оформляющих гнезд.
Несмотря на большое разнообразие скрепляемых деталей, обоймы характеризуются простотой конструкции.
Обычно это детали круглой или прямоугольной формы. Обойма не принимает непосредственного участия в формовании изделия, однако испытывает при прессовании большие нагрузки, поэтому относится к наиболее ответственным деталям.
Для прессования крупногабаритных изделий (даже простой формы) матрицы изготовляют сборными из нескольких деталей простой формы (рис. 127, г).

Рис. 128. Конструкции пуансонов: а — цельный, б, в — сборные
Пуансоны. Пуансон является основной деталью пресс-формы, оформляющей верхнюю часть и внутреннюю поверхность изделия. В пресс-форме прямого прессования пуансон передает давление пресса на пластмассу.
В небольших пресс-формах применяют цельные пуансоны (рис. 128, а), однако это вызывает повышенный расход инструментальной стали и поэтому чаще применяют составные (сборные) пуансоны (рис. 128, б и в).
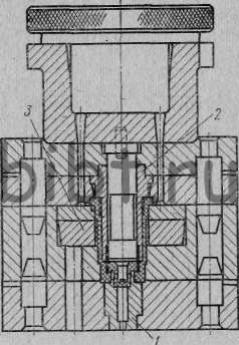
Рис. 129. Пресс-форма литьевого прессования с вкладышем 1, резьбовым знаком 2 и резьбовым кольцом 3
Вкладыши. При прессовании изделий сложного профиля форма поверхностей пуансона и матрицы бывает сложна и часто неудобна для механической обработки на станках. Применение вкладышей облегчает изготовление и ремонт пуансонов и матриц сложного профиля. Вкладышами 1 (рис. 129) называют детали, устанавливаемые в пуансоне или в матрице для оформления в изделии углублений или отверстий различной формы. Вкладыши устанавливают либо неподвижно, либо так, чтобы их можно было снимать при каждой запрессовке.
Резьбовые знаки и кольца. Резьба у изделий из пластмасс выполняется при прессовании резьбовыми знаками или резьбовыми кольцами. Внутренняя резьба оформляется резьбовым знаком 2. Резьбовые знаки устанавливают в пресс-форму до прессования, извлекают вместе с изделием и вывинчивают на приспособлении из оформленных ими резьбовых отверстий. Наружная резьба оформляется резьбовым кольцом 8. Кольцо, как правило, свинчивают с отпрессованного изделия после извлечения его из пресс-формы.