
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
ГЛАВА XV ИЗГОТОВЛЕНИЕ И РЕМОНТ ПРЕСС-ФОРМ ДЛЯ ПЛАСТМАСС
§ 1. Требования к точности и качеству отделки деталей пресс-форм
В процессе эксплуатации пресс-формы большую роль играют качество отделки поверхности и характер соединения ее деталей. Особое значение имеет шероховатость поверхности формующих элементов, которая влияет на качество изделий. Отделка поверхности формующих элементов должна соответствовать 10—12-му классам шероховатости. Оформляющие поверхности хромируют для уменьшения износа и для того, чтобы легче было отделить готовые изделия.
Поверхности, соприкасающиеся с пластмассой, но непосредственно не участвующие в формовании изделий (например, боковые поверхности пуансонов, поверхности загрузочных камер, литниковых каналов) должны иметь шероховатость не ниже 9-го класса чистоты, а сопрягающиеся поверхности подвижных направляющих элементов (например, колонок и втулок) — на ниже 8-го класса. Плоскости плит имеют шероховатость поверхности не ниже 7-го класса чистоты, но это обусловлено не необходимостью высокого качества отделки, а обязательной взаимной параллельностью плоскостей, которая обычно достигается обработкой на шлифовальных станках.
Рекомендации по выбору класса чистоты обработки поверхности различных элементов пресс-форм приведены на рис. 130.
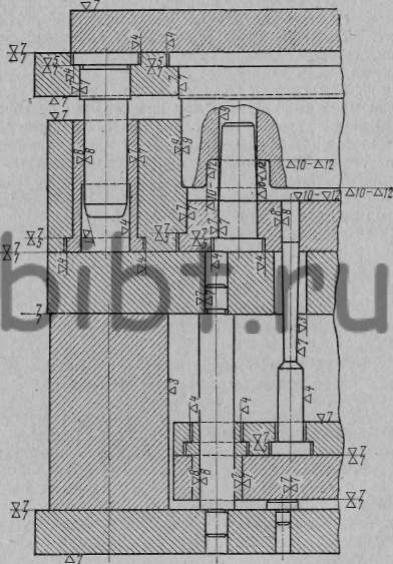
Рис. 130. Рекомендуемые классы чистоты обработки поверхностей основных деталей пресс-форм
При выборе посадки, определяющей характер соединения сопрягающихся элементов деталей пресс-формы, руководствуются назначением данного соединения и условиями его работы. Элементы оформляющих деталей, непосредственно участвующие в формовании изделия, выполняют обычно по 3-му классу точности.
Подвижные элементы матриц и выталкивателей, поверхности которых в процессе работы подвергаются трению, выполняют по 2-му или 3-му классу точности с обеспечением ходовой посадки. Наибольший зазор в подвижном соединении, доступном для затекания в него пресс-материала, не должен превышать 0,05 мм. Неподвижные элементы оформляющих деталей собирают по скользящей или плотной посадке 2-го класса точности.
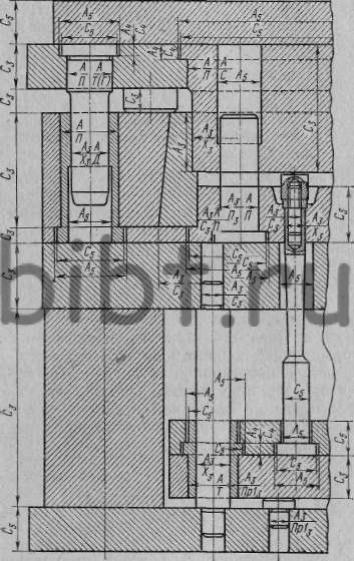
Рис. 131. Рекомендуемые посадки в сопряжениях деталей пресс-форм
Показанный на рис. 131 элемент стационарной пресс-формы с указанием рекомендуемых посадок дает представление о характере сопряжения различных деталей пресс-форм.