
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
ГЛАВА III ТЕРМИЧЕСКАЯ ОБРАБОТКА ШТАМПОВЫХ СТАЛЕЙ
§ 1. Проковка стальных заготовок деталей оснастки
В процессе прокатки-вытяжки слитков металла на металлургическом заводе в стали остаются внутренние напряжения, неравномерность структуры, неблагоприятное распределение волокон. Для повышения плотности металла и улучшения его структуры стальные заготовки, идущие на изготовление ответственных деталей штампов и пресс-форм (матриц, пуансонов), подвергают проковке. Проковка выражается в многократной (до 5—6 раз) осадке и вытяжке заготовки, нагретой до строго определенной температуры. Деталь, изготовленная из прокованной заготовки, имеет стойкость, до двух раз превышающую стойкость такой же детали, сделанной из не прокованного металла.
При ковке инструментальных сталей (как углеродистых, так и легированных) ввиду их плохой теплопроводности особенно важно соблюдать температуру и выдержку предварительного и окончательного нагрева. Предварительный нагрев производят в две ступени: до 650° С и затем до 850° С с продолжительностью выдержки, соответствующей сечению заготовки.
После этого производят окончательный нагрев до температуры, соответствующей режиму ковки данной марки стали. После окончания ковки заготовки из углеродистой инструментальной стали подвергают послековочному охлаждению в печи при температуре от 700° С с постепенным охлаждением вместе с печью (можно и в ящике с песком или просеянным шлаком).
Проковка должна производиться с осадкой заготовки не менее чем на 1/2 ее первоначальной высоты (рис. 2). После проковки заготовки из легированных сталей, во избежание подкаливания, медленно охлаждают до 400—250° С или сразу же передают на отжиг в термическую печь.
Направление волокон штамповых заготовок прямоугольного сечения должно совпадать с длиной заготовки, т. е. с направлением вытяжки при ковке.
Штамповые заготовки поступают на механическую обработку после их полного отжига по режимам, соответствующим марке стали.
В заготовке не должно быть трещин, заковов, вмятин, заусениц и других поверхностных пороков.
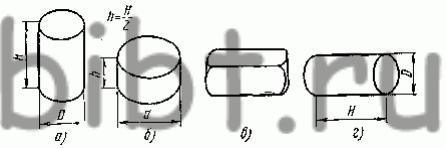
Рис. 2. Технологические переходы при ковке заготовок:
а — исходная заготовка, б — осадка на 1/2 высоты, в — вытяжка на квадрат, г — заделка на круг