
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 4. Слесарная обработка деталей пресс-форм
Значительную часть слесарной обработки пресс-форм составляет опиливание. Опиливание при изготовлении пресс-форм имеет ряд особенностей. Сюда относятся выбор очередности обработки сторон деталей, применение правильных приемов выполнения плоскости и профильной поверхности и эффективных методов для получения симметричности элементов профиля.
Правильность выбора очередности обработки сторон влияет на качество готовой детали. В первую очередь следует опиливать сторону с наибольшей поверхностью, для того чтобы создать надежную базу для дальнейшей обработки. Затем нужно обработать параллельную ей сторону. После этого следует обработать узкую сторону наибольшего размера (вторую базу). Использование первой и третьей сторон детали в качестве баз позволяет правильно обработать остальные стороны. Порядок их обработки не имеет значения. Нужно только следить за тем, чтобы при обработке стороны были перпендикулярны и параллельны по отношению к базам.
Правильное опиливание плоских поверхностей обычно представляет сложность не только для начинающего слесаря. Поэтому целесообразно при опиливании использовать слесарные наметки. Наметки (рис. 135, а, б, в) выполняют в виде рамок из закаленной стали.
Планки и угольник изготовляют из стали У8А или У10А и подвергают термообработке до твердости HRC 60—64, затем их плоскости шлифуют, а пазы, в которых перемещаются направляющие и угольник, доводят.
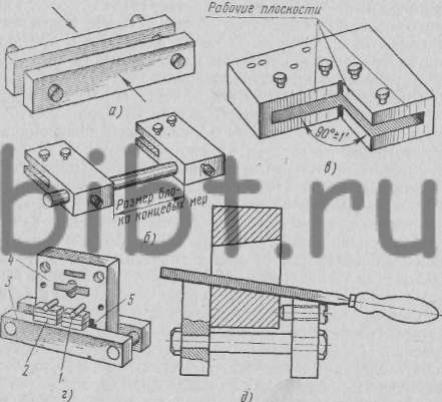
Рис. 135. Слесарные приспособления для опиливания:
а — наметка для опиливания плоскостей, б — пазов, в — прямых углов; г - установка матрицы по наметке, д — опиливание сквозного наклонного окна в матрице
Деталь устанавливают внутри наметки так, чтобы она выдавалась над ее плоскостями только на величину припуска на обработку. После этого наметку с деталью закрепляют в тисках, и деталь опиливают, пока напильник не коснется обеих закаленных плоскостей наметки. На рис. 135,г показан пример опиливания контура по наметке. Для установки наметки используют технологические или рабочие отверстия матрицы или ее базовые плоскости, параллельные копирной плоскости наметки. В базовые отверстия вставляют валики 1. Затем на блоки концевых мер 2 устанавливают матрицу 4 и вместе с наметкой 3 закрепляют в тисках. После удаления блоков валиков опиливают нижнюю плоскость окна 5, пока напильник не коснется закаленной плоскости наметки. Получение профильных поверхностей - одна из сложнейших задач слесарной обработки. Значительно упрощает выполнение этой операции применение копиров.
Однако опиливание по копиру— способ, целесообразный в основном для серийного производства, так как изготовление самого копира, повторяющего контур детали,— работа трудоемкая и дорогостоящая. Несложно опиливание фасонной детали и по разметке, но этот способ менее точен.
При изготовлении деталей пресс-форм с фасонным профилем широко распространен способ опиливания по элементам. В данном случае слесарь применяет копиры только на некоторые элементы профиля. Изготовить такие копиры обычно не представляет большой сложности. Опиливание с использованием копиров на отдельные элементы требует большей квалификации, чем опиливание по контурному копиру или по разметке.
Наиболее трудоемко опиливание внутренних контуров обойм и матриц пресс-форм. Значительное увеличение производительности труда на этих операциях дает применение опиловочных станков.
При опиливании сквозных конусов окон, часто встречающихся в обоймах пресс-форм, можно использовать параллельные планки (наметку) с заранее выполненным скосом на рабочей поверхности. Схема такого приспособления показана на рис. 135, д.
Обойму зажимают между планками, которые определяют положение напильника при работе. Изготовляют планки из инструментальной стали и закаливают. Направляющие штифты выполняют по первому классу точности и доводят. В планках штифты устанавливают по скользящей посадке, что обеспечивает строго параллельное взаимное перемещение планок. Для закрепления обоймы после ее установки по концевым мерам от отверстий под колонки или от другой базы планки стягивают между собой винтами (на рисунке не показаны). Это позволяет при необходимости снимать приспособление с тисков, не нарушая правильности установки детали относительно рабочей поверхности планок.
Пользуясь рассмотренным приспособлением, слесарь не испортит опиливаемую поверхность даже при случайном перекосе напильника. Копиры, применяемые при поэлементном опиливании фасонных окон в деталях пресс-форм, обычно не только обеспечивают правильное выполнение определенного участка контура, но и предохраняют одновременно те места детали, которых не должен касаться инструмент слесаря.
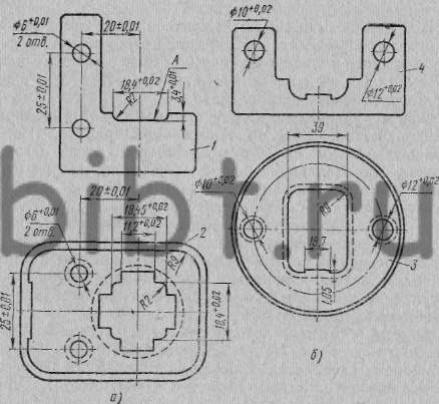
Рис. 136. Копиры для опиливания фасонных поверхностей окон
Например, в центральном окне вставки 2 (рис. 136, а) есть прямые участки, прилегающие к радиусам R = 2 мм.
Опиливая их перед закалкой в параллельных планках (в наметке), слесарь может задеть напильником радиальную поверхность и испортить ее. В данном случае целесообразно изготовить планку-копир 1 и установить ее в тисках вместе со вставкой 2, с фиксацией на два отверстия 0 6+0,01. Закаленная планка 1 не даст повредить радиальную поверхность (R=2 мм), а ее плоскость А является копиром для опиливания прилегающих к радиусам прямых участков. Для более удобного выполнения данной операции можно применять две планки 1, располагая их с обеих сторон окна вставки 2. В этом случае даже начинающий слесарь сможет очень точно опилить фасонное окно и более сложной формы.
Так как планка 1 применялась для опиливания перед закалкой, то ее размеры выполнены с учетом припуска на окончательную доводку окна вставки после термической обработки.
Еще пример, где необходима закаленная планка для защиты радиальных поверхностей при опиливании плоскостей, показан на рис. 136, б.
В данном случае в обойме 3 сложно опиливать прямые участки окна, расположенные менаду выступом 18,7 мм радиусами в углах окна R=9 мм. Чтобы облегчить выполнение этой операции, можно применить закаленную планку-копир 4, установив ее перед опиливаемым окном с фиксацией на два отверстия под колонки (Диаметр 10+0,02 и Диаметр 12+0,02 мм). Рассмотренные выше планки-копиры могут быть изготовлены с высокой точностью, так как их форма позвояет шлифовать рабочую поверхность на станках после Фиксирующие отверстия выполняют на координатно-расточных или координатно-шлифовальных станках. Изготовление вспомогательных приспособлений не представляет трудности, а их использование упрощает слесарное опиливание и повышает качество изготовления пресс-форм.
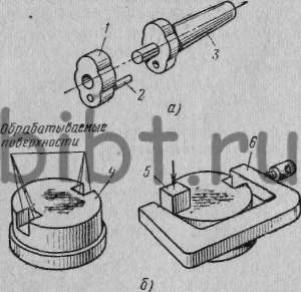
Рис. 137. Применение копира для опиливания фасонных поверхностей знака (а) и чекана для оформления закрытого паза (б)
Для опиливания наружного контура часто применяют копиры. Такой копир 1 (рис. 137, а) для фасонной поверхности знака 3 целесообразно применять при изготовлении партии деталей одной конструкции. Обычно пресс-формах это бывают знаки, оформляющие отверстия в изделии. Конструкция знака 3 позволяет установить копир на центральный стержень, зафиксировав его от поворота штифтом 2, входящим в технологическое отверстие на знаке. Собранные вместе копир и предварительно обработанный на станке знак, скрепляют струбцинкой. Обработку выполняют в тисках, направляя напильник по поверхности закаленного копира. Применение копира значительно упрощает слесарную обработку и обеспечивает повторяемость размеров у всей партии обрабатываемых знаков.
При слесарной обработке различных углублений на оформляющих деталях пресс-формы, не поддающихся опиливанию, в ряде случаев применяют чеканы (рис. 137, б).
Из закаленной на максимальную твердость инструментальной стали У8А изготовляют чекан 5. Чекан, выполненный соответственно форме изготовляемого углубления, прижимают струбцинкой 6 к детали 4 и ударами или на ручном прессе осаживают его ко дну углубления. Периодически чекан высвобождают из детали для удаления срезанной стружки. Работа выполняется за один проход.
К наиболее трудоемким элементам при слесарной обработке пресс-форм относятся прямоугольные или фасонные окна малых размеров. Их рекомендуют обрабатывать слесарными прошивками. Прошивание выполняют на ручном прессе в приспособлении, которое обеспечивает направление прошивки и предохраняет ее от поломки (см. гл. IX, § 5). Прошивание выполняют за несколько проходов. Размер каждой последующей прошивки на 0,14-0,15 мм больше предыдущей. Отверстия сложной формы предварительно прошивают по элементам, а окончательно калибруют прошивкой, изготовленной по полному профилю.