
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 6. Способы отделки оформляющих поверхностей
Чтобы получить высокую чистоту поверхности, оформляющие поверхности пресс-форм обрабатывают доводкой и полированием.
В пресс-формах доводят плоские и фасонные вставки, пуансоны, окна в матрицах, если форма последних позволяет выполнять эту операцию притиркой. Притирку выполняют на плите или профилированным притиром.
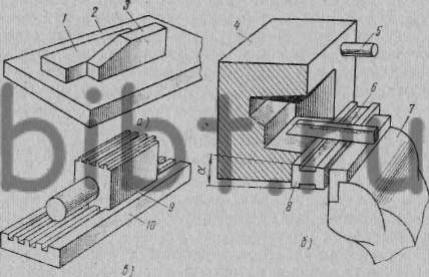
Рис. 138. Приемы доводки каленых деталей пресс-форм:
а — притирка с вспомогательным бруском, 6 — выполнение уклона при слесарной доводке матрицы, в -доводка фасонного вкладыша
При доводке на плите небольших деталей для обеспечения их устойчивости следует применять вспомогательные бруски, шлифованные под углом 90° (рис. 138, а). Брусок 1 помещают на притирочную плиту 2, прижимают к нему обрабатываемую деталь 3 и доводят их вместе. Этот прием обеспечивает строго вертикальное поло-жение детали при доводке и предохраняет ее рабочие кромки от «завала». На рис. 138, б показан прием доводки оформляющей поверхности матрицы 4 с выполнением угла съема а. Угол а — угол съема, выполняемый для того, чтобы облегчить извлечение отпрессованного изделия.
Обычно а составляет 15—30'. Для создания правильного направления притира 6 по углу а слесарь зажимает в тисках 7 вместе с матрицей 4 планку 8 с предварительно прошлифованной под тем же углом поверхностью. При доводке притир прижимают к скошенной поверхности планки, что и обеспечивает получение угла в матрице. Планку 8 устанавливают относительно окна матрицы по концевым мерам, базируясь на штифты 5, установленные в отверстия для направляющих колонок.
Этот прием применяют при изготовлении матриц с точными размерами, где неправильно выполненный угол съема может привести к браку. Планку 8 изготовляют из закаленной стали. Так как рабочая поверхность планки изнашивается от абразивного инструмента, ее необходимо периодически шлифовать.
При доводке ребристой поверхности фасонного вкладыша 9 можно применять специальный притир 10, на рабочей поверхности которого выполнены канавки (рис. 138. в). Применение подобного притира значительно сокращает трудоемкость доводки пазов и позволяет получить строгую прямолинейность дна канавок при точном расположении их в одной плоскости. По наружным размерам вкладыш шлифуют, а затем доводят на обычной притирочной плите. Однако применение притира требует точного изготовления его пазов в соответствии с пазами на детали. Если это требование не будет выполнено, производительность труда по сравнению с использованием простого притира для каждого паза упадет.
Часто наряду с высокими требованиями к шероховатости рабочих поверхностей оформляющих деталей пресс-форм допускаются значительные отклонения их от геометрической формы и заданных размеров. Обычно это встречается в пресс-формах для неответственных изделий. Для обработки таких деталей доводку, как дорогостоящую операцию, не применяют и ограничиваются только полированием. Если оформляющие матрицы пресс-форм и пуансоны имеют сложную поверхность и использовать притиры трудно или невозможно, для окончательной отделки поверхности применяют полирование.
Полирование выполняют механически или вручную. В первом случае используют токарные и сверлильные станки, а также пневматические и электрические шлифовальные машины.