
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 7. Сборка, испытание и отладка пресс-форм
Для надежной работы пресс-формы необходима тщательная пригонка всех ее частей. Если зазоры превышают допустимые отклонения, в них попадает пластмасса, налипает на детали, что вызывает задиры трущихся поверхностей, дефекты изделия и быстрый износ пресс-формы. Особенно тщательная сборка необходима для пресс-формы с большим числом формующих знаков, имеющих малое поперечное сечение. Перекос подвижных частей у подобных пресс-форм вызывает поломку знаков.
Операция сборки не представляет сложности, если входящие детали правильно изготовлены и обработаны от единых баз. Часто за технологическую базу при механической обработке на станках и опиливании принимают отверстия для направляющих колонок, выполняемые на координатно-расточных станках с большой точностью.
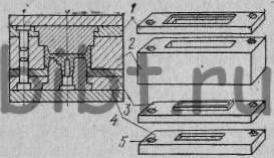
Рис. 139. Взаимосогласованная подгонка основных деталей съемной пресс-формы прямого прессования
Если слесарь при обработке окон в пуансонодержателе 1 (рис. 139), матрице 2, плите съема 3 и знакодержателе 4 устанавливал деталь по концевым мерам относительно отверстий 5 для направляющих колонок, то сборка пресс-формы не вызывает затруднений. За базу при обработке могут быть приняты и другие конструктивные элементы пресс-формы, например две смежные стороны и угол между ними. В этом случае у собираемых деталей строго выдерживается правильная геометрия базовых сторон и угла.
Перед сдачей в эксплуатацию готовые пресс-формы испытывают, т. е. отпрессовывают пробную партию изделий. Испытания необходимы для определения соответствия изделия чертежу, надежности работы конструктивных элементов пресс-формы, качества заполнения оформляющей полости. У пресс-форм для изделий сложной формы обычно встречается доработка литниковой системы. Корректировку литниковой системы по результатам испытаний проводят по указанию технолога и конструктора пресс-формы. Кроме литниковой системы, после испытаний возможна корректировка системы выталкивания.
Качество отпрессованного изделия позволяет судить не только о чистоте отделки оформляющей полости, но и о правильности сборки всей пресс-формы. Выявленные при испытании дефекты устраняют, после этого пресс-форму испытывают повторно, а затем передают на склад вместе с отпрессованным изделием.
При испытании пресс-формы большое значение имеет правильность ее установки и закрепления на прессе или литьевой машине. Устанавливают пресс-формы на прессы или на машины обычно специалисты-установщики (наладчики). Наладчики испытывают их при участии слесаря-изготовителя.
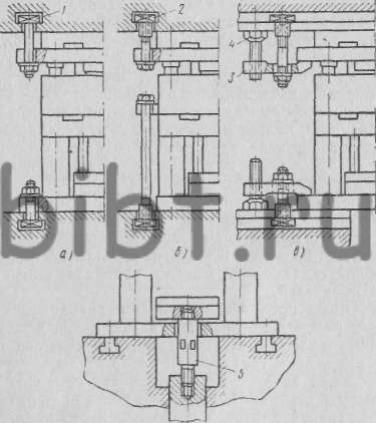
Рис. 140. Способы кропления пресс-формы к прессу
Наиболее распространенные способы крепления стационарных пресс-форм показаны на рис. 140. Способ, показанный на рис. 140, а, предусматривает крепление болтами 1 с квадратной головкой за нижнюю плиту и пуансонодержатель, у которых имеются проушины, совпадающие с пазами на плитах пресса.
Вариант способа крепления, показанный на рис. 140, б, предусматривает наличие проушин у матрицы. Это обеспечивает при затягивании болтов дополнительное поджатие всех плит И других частей пресс-формы. Для предохранения пазов плит от выламывания при затягивании болтов 1 применяют резъбовые вкладыши 2.
Встречается способ крепления пресс-формы прихватами (рис. 140, в). Прихваты 3 устанавливают на необходимой высоте, пользуясь регулируемыми опорами 4. Использование прихватов не требует точного совмещения проушин пресс-формы с пазами на плитах пресса, что позволяет переставлять пресс-форму на прессы с различным расположением пазов крепления.
Для связи системы выталкивания пресс-формы с толкателем пресса применяют различные конструкции передников. На рис. 140, г показано соединение переходником-шпилькой 5.
Чтобы облегчить установку форм для литья под давлением, на плитах крепления горизонтальных термо-пластавтоматов предусматривают специальные, центрирующие форму отверстия, которые являются установочной базой. Системы выталкивания форм литья под давлением не имеют постоянной связи с выталкивателем термопластавтомата, что также упрощает процесс установки.