
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Проверка правильности заточки резцов, сверл. Измерение углов сверла универсальным угломером.
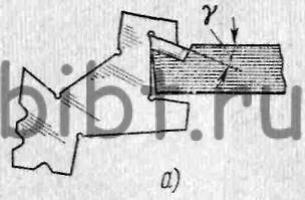
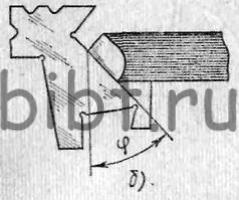
Рис. 20. Измерение углов резца шаблоном: а — переднего, б — главного угла в плане
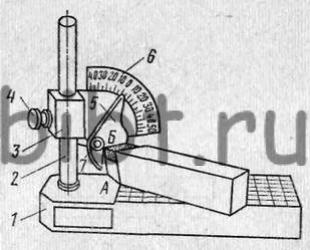
Рис. 21. Прибор для измерения углов резца: 1 —плита, 2 — стойка, 3 — кронштейн, 4 — стопор, 5 — линейка, 6 — шкала, 7 — гайка, А — измерение главного заднего угла, Б — измерение угла наклона главной режущей кромки
Проверка правильности заточки резца может производиться шаблонами. На рис. 20 показано измерение плоским комбинированным шаблоном переднего угла γ (рис. 20, а) и главного угла в плане φ (рис. 20, б ). Вырезы на шаблоне позволяют проверить угол заострения резца.
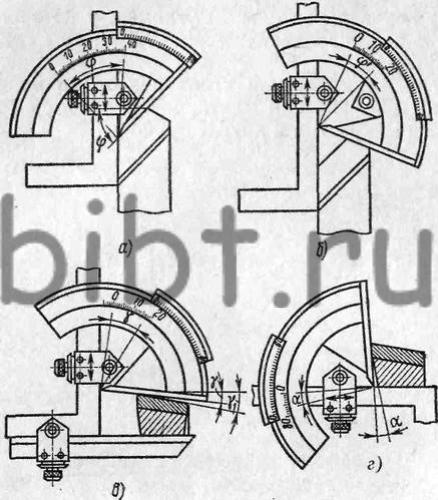
Рис. 22. Измерение углов резца универсальным угломером:
а —главного угла в плане, б — вспомогательного угла в плане, в — переднего угла, г — заднего угла
На рис. 21 показан настольный угломер, у которого линейка 5 со сторонами А и Б позволяет измерить на плите 1 главные и вспомогательные углы.
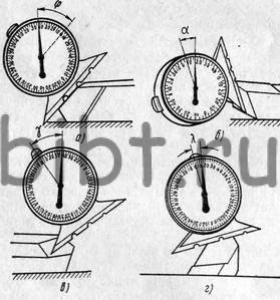
Рис. 23. Измерение углов резца маятниковым угломером: а — угла в плане, б — заднего угла, в — переднего угла, г - угла наклона режущей кромки
Для проверки и измерения углов резцов применяется также универсальный (рис. 22) или маятниковый угломер (рис. 23), инструментальный микроскоп и другие приборы.
Сверла затачивают по задней поверхности, которой придают криволинейную форму. Это позволяет обеспечить равные задние углы в любом сечении режущих, зубьев. Для этого сверло прижимают к шлифовальному кругу и одновременно совершают вращательное движение (рис. 24).
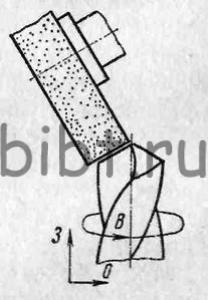
Рис. 24. Заточка сверла вращательным и поступательным движением: В — вращение сверла, О - осциллирование, З - затылование
При навыке затачивание вручную обеспечивает равенство двух режущих кромок сверла по длине, равенство углов φ на зубьях, а также постоянство заднего угла по всей длине режущего зуба.
У поперечной кромки сверла отрицательные передние углы, поэтому этот участок режущей части сверла не режет, а скоблит металл. Для уменьшения вредного влияния поперечной кромки, проявляющегося в большом сопротивлении подаче, у сверл диаметром более 15 мм поперечную кромку подтачивают на круге малого диаметра.
На заточенной поверхности сверла не должно быть прижогов и трещин, на сверлах, оснащенных пластинками твердого сплава, должны отсутствовать заусенцы и выкрашивание режущих кромок. Углы сверла измеряют при помощи универсального угломера и шаблонов (рис. 25 и 26).
Более точно и производительно сверла затачивают на сверло-заточных станках в заточных отделениях.
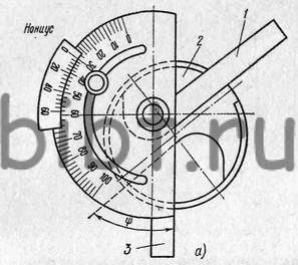
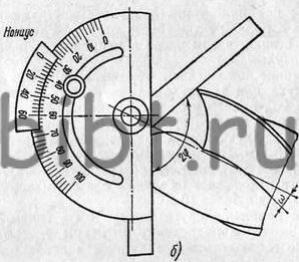
Рис. 25. Измерение углов сверла универсальным угломером:
а — угла ψ наклона поперечной кромки, б — угла 2 φ при вершине; 1,3 — планки угломера, 2 — сверло
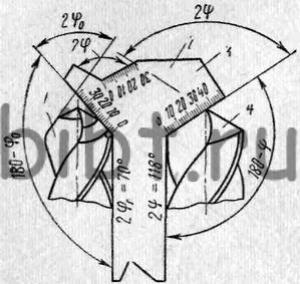
Рис. 26. Шаблон
для измерения углов сверла: 1 — место заточки, 2 —
шаблон, 3 — шкала, 4 — сверло