
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 30. Измерение деталей. Предельные скобы. Штангенциркуль типа ШЦ-1.
Детали измеряют до и после обработки. Наиболее распространенным инструментом для оценки размеров деталей при черновой и получистовой обработках является штангенциркуль типа ШЦ-1 (рис. 64). Губки С и D предназначены для измерения наружных, а губки А и В — внутренних поверхностей, ножка 4 — для измерения уступов и углублений.
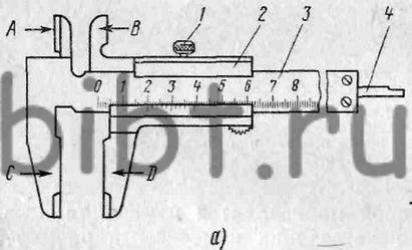
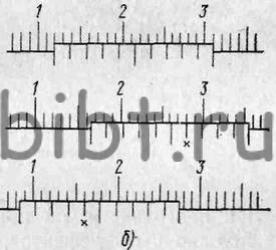
Рис. 64. Штангенциркуль типа ШЦ-1 (а) и пример отсчета показаний штангенциркуля (б)
Размер в миллиметрах отсчитывается по линейке 3 до левого нулевого штриха нониуса, нанесенного на каретке 2 (рис. 64, а). Если нулевой штрих нониуса не совместился с делением на линейке, то по шкале нониуса отсчитывают количество делений до штриха, совместившегося со штрихом на шкале линейки (рис. 64,б,). Так определяются десятые доли миллиметра измеряемого размера детали. Для фиксирования положения губок после замера используют винт 1. Во избежание ошибок при измерении необходимо следить за тем, чтобы губки штангенциркуля были расположены на диаметре измеряемой детали.
Приемы измерения наружных поверхностей показаны на рис. 65.
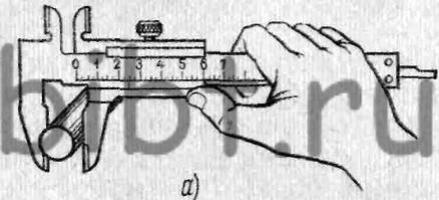
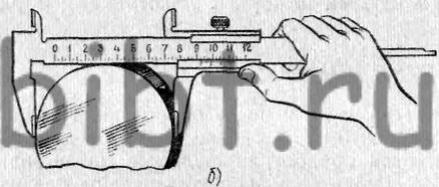
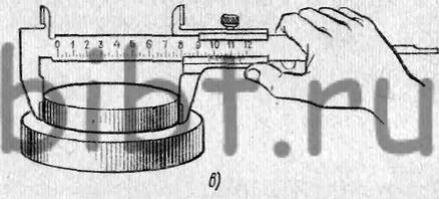
Рис. 65. Примеры измерений штангенциркулем: а — правильное измерение небольшого диаметра, б —неправильное, в — правильное измерение большого диаметра
На поверхности, по которой производятся измерения детали, не должно быть дефектов, искажающих измеряемый размер детали.
При серийном производстве детали измеряют предельными скобами (рис. 66). Характерной особенностью скоб различных конструкций является наличие двух размеров, один из которых соответствует большему отклонению размера детали и обозначается ПР (проходной), а другой—меньшему и обозначается НЕ (непроходной). На рис. 66, а показана нерегулируемая скоба. В регулируемых скобах (рис. 66, б) нужные пределы размера настраиваются перемещением подвижных измерительных головок 4 и 5 относительно поверхности 6, которые фиксируются винтами 1, 2 и 3.

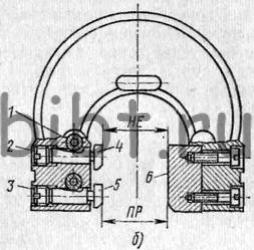
Рис. 66. Предельные скобы: а — нерегулируемая, б — регулируемая
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие резцы применяются для наружной обработки поверхностей?
2. Как влияет главный угол в плане на стойкость резца и скорость резания?
3. Чем определяется величина вспомогательного угла в плане?
4. Какое влияние оказывает величина радиуса закругления резца при вершине на стойкость резца?
5. Какое влияние оказывает угол наклона главной режущей кромки на направление схода стружки?
6. Какое влияние оказывает высота установки резца относительно оси заготовки на стойкость резца и шероховатость обработанной поверхности?
7. Расскажите о дополнительной режущей кромке и ее назначении.
8. Расскажите о резцах сборной конструкции и их особенностях.
9. Какие условия необходимы для применения металлокерамических резцов?
10. Какие скорости резания рекомендуются для резцов, оснащенных пластинками из твердых сплавов, в зависимости от обрабатываемого материала?
11. Как влияют подача и глубина резания на скорость резания?
12. Как устроены штангенциркуль, предельные скобы и как ими пользоваться?