
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 34. Растачивание отверстий. Токарные расточные резцы. Державка.
Растачивание отверстий на револьверных станках выполняется при необходимости обработки отверстий, диаметр которых нельзя обработать зенкером или сверлом на данном станке, и отверстий с неравномерным припуском или с непрямолинейной образующей.
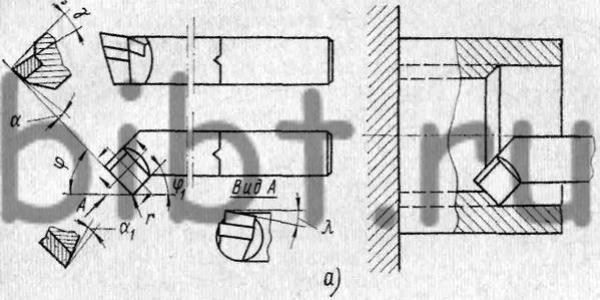
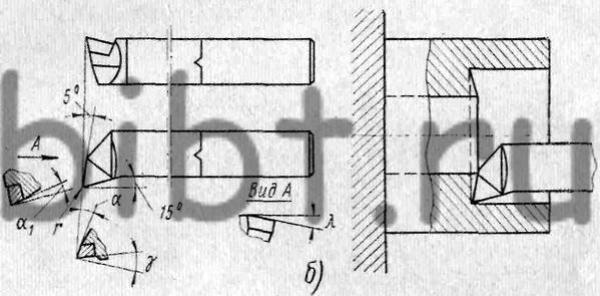
Рис. 68. Токарные расточные резцы, оснащенные пластинками твердого сплава: а — для обработки сквозных отверстий, б — для обработки глубоких отверстий
Токарные расточные резцы для обработки сквозных и глухих отверстий показаны на рис. 68. У токарных расточных стержневых резцов консольная часть выполняется круглой, а стержень, служащий для его крепления,— квадратным 12×12, 16×16, 20× 20, 25×25 мм. Наименьший диаметр растачиваемого отверстия для этих сечений стержня 30—65 мм. Расточные резцы, применяемые на токарно-револьверных станках, делают круглого сечения и крепят в специальных державках (рис. 69).
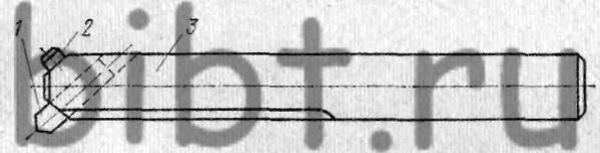
Рис. 69. Державка для расточного резца: 1 — резец, 2 — винт крепления резца, 3 — державка
Материал, форма передней поверхности и все углы у расточных резцов, за исключением заднего, принимаются такими же, как и у проходных, применяемых при наружном обтачивании. Задние углы α для отверстий более 50 мм равны или меньше 12°, а при меньших диаметрах отверстия и больше 12°.
Значения углов могут изменяться в зависимости от величины h установки расточного резца относительно продольной оси детали (рис. 70).
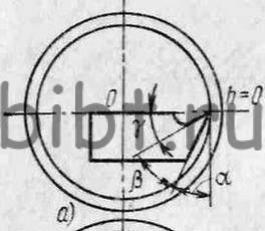
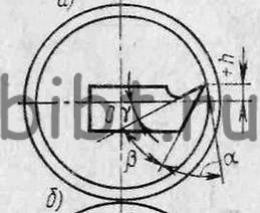
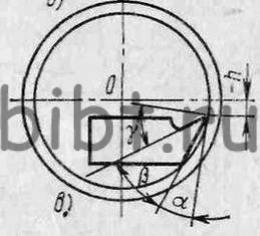
Рис. 70. Углы α, β и γ при установке резца относительно оси детали: а — на уровне оси, б — выше оси, в — ниже оси
При установке резца ниже осевой линии детали (рис. 70, в) передний угол γ увеличивается и это облегчает сход стружки с резца, что важно при черновом растачивании. Однако при значительном снижении резца относительно продольной оси детали возникает необходимость, увеличить задний угол α. При этом уменьшается угол заострения β, снижается прочность резца и ухудшается теплоотвод из зоны резания.
При установке резца выше линии продольной оси детали (рис. 70, б) под давлением стружки его вершина будет отжиматься, размер отверстия будет меньше заданного, но его можно довести до нужной величины последующими проходами. Это важно при чистовой обработке отверстий, так как при установке резца ниже центра резец тоже отжимается, но при этом возможно искажение формы отверстия и увеличение диаметра растачиваемого отверстия.
При растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении, так как затруднен отвод стружки, подвод охлаждающей жидкости и хуже теплоотвод.
Расточный резец имеет меньшее сечение державки и больший вылет, что вызывает отжим резца и способствует возникновению вибраций, поэтому при растачивании, как правило, снимается меньшее сечение стружки и снижается скорость резания.
При черновом растачивании стали глубина резания принимается до 3 мм с продольной подачей 0,08—0,2 мм, скорость резания для быстрорежущих резцов около 25 м/мин и для твердосплавных — около 50—100 м/мин.
При чистовом растачивании стали глубина резания не превышает 1 мм, а продольная подача 0,05— 0,1 мм/об. Скорость резания быстрорежущими резцами составляет 40—80 м/мин, а твердосплавными — 150—200 м/мин.