
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 38. Прорезание канавок и отрезание. Резцы для прорезания наружных канавок. Резцы для отрезных работ.
Резцы для прорезания наружных канавок.
Узкие канавки протачивают прорезными или канавочными резцами. Форма режущей кромки резца соответствует профилю вытачиваемой канавки (рис. 77).
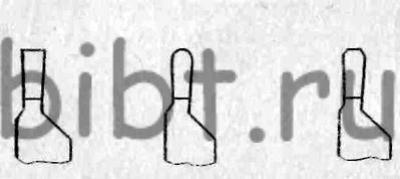
Рис. 77. Формы головок канавочных резцов
Прорезные резцы бывают прямые и отогнутые, которые в свою очередь делятся на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые (рис. 78).
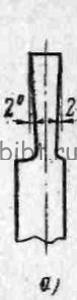
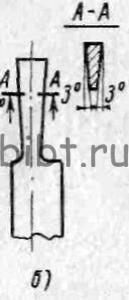
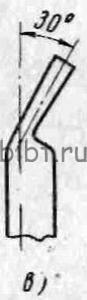
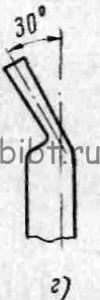
Рис. 78. Прорезные резцы:
а — прямой левый, б — прямой правый, в — отогнутый левый, г — отогнутый правый
Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один проход резца. Когда необходимо проточить в нежесткой детали канавку шире 5 мм, эту канавку протачивают несколькими проходами канавочного резца с поперечной подачей. При этом на торцах и по диаметру оставляют припуск 0,5—1,0 мм для чистовой обработки. Окончательную обработку выполняют этим же резцом или канавочным резцом с режущей кромкой, равной заданному размеру канавки.
Резцы для отрезных работ.
Заготовки и детали отрезают отрезными резцами (рис. 79). Ширина режущей кромки отрезного резца зависит от диаметра отрезаемой заготовки. Ширину режущей кромки берут равной 3, 4, 5, 6, 8 и 10 мм. Головка отрезного резца делается несколько больше половины диаметра прутка, от которого отрезают заготовку, L>0,5D прутка.
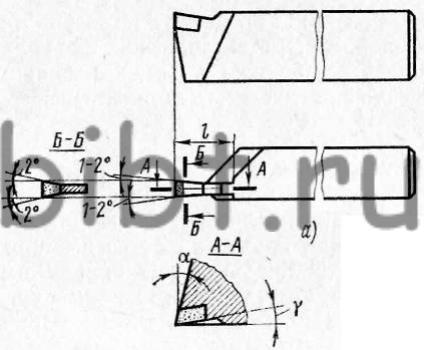
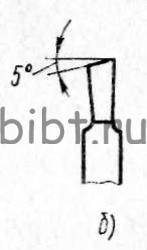

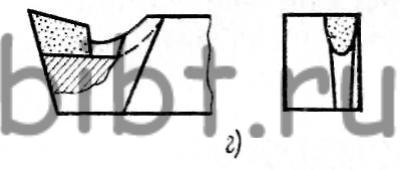
Рис. 79. Отрезные резцы различной конструкции: а, г — для уменьшения трения между резцом и разрезаемым материалом, б — для получения ровного торца у отрезаемой детали, в — для уменьшения шероховатости поверхности, полученной после отрезания
Отрезные резцы делаются цельными, а также с пластинками из быстрорежущей стали или твердого сплава. Для уменьшения трения между резцом и разрезаемым материалом головку резца суживают к стержню на 1—2° с каждой стороны резца, угол λ=0, задний угол α=12° (рис. 79, а, г).
Канавочный и отрезной резцы следует устанавливать под прямым углом к оси обрабатываемой заготовки. Установка резца режущей кромкой даже на 0,1—0,2 мм выше оси обрабатываемой заготовки может привести к его поломке. При установке резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до торца после отрезки должно быть минимальным и не больше диаметра отрезаемого прутка.
При отрезании хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки. В результате на торце заготовки остается выступ (бобышка). Для получения ровного торца у отрезаемой детали режущую кромку резца выполняют под углом 5—10° (рис. 79,б). После отрезки детали поперечная подача не выключается и производится срезание бобышки на заготовке. Для уменьшения шероховатости поверхности, полученной после отрезания, на задних вспомогательных поверхностях резца делают фаски (рис. 79, в) шириной 1—2 мм. Поперечная подача при прорезании канавок — от 0,05 до 0,3 мм/об для стальных деталей диаметром до 100 мм.
Скорость резания при прорезании канавок и при отрезании считается по исходному диаметру обрабатываемой заготовки и берется в пределах 25—30 м/мин, а при применении твердосплавных резцов — 125—150 м/мин.