
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 39. Измерение наружных уступов, торцов и канавок.
Глубину канавок на наружной поверхности детали измеряют линейкой (рис. 80, а), штангенциркулем (рис. 80, б), штангенглубиномером (рис. 80, в) и уступомером (рис. 80, г).
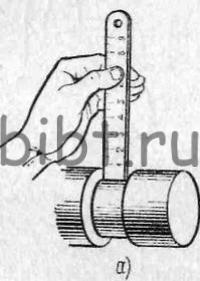
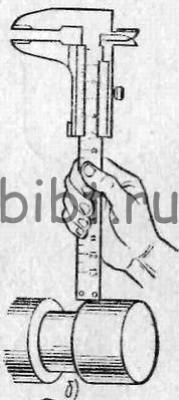

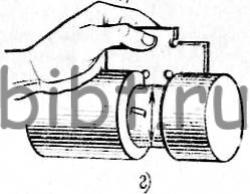
Рис. 80. Измерение глубины канавки линейкой (а), штангенциркулем (б), штангенглубиномером (в) и уступомером (г)
Ширина обработанного участка до уступа (рис. 81) измеряется линейкой в том случае, если не требуется большой точности измерения. При более высоких требованиях к точности измерения лучше пользоваться штангенциркулем, а при серийном производстве деталей — шаблоном-уступомером. Проходная сторона шаблона маркируется ПР и при измерении должна упираться в обработанную цилиндрическую поверхность детали, непроходная сторона шаблона маркируется НЕ и при измерении должна упираться в наружную цилиндрическую поверхность детали.
При измерении ширины и глубины канавок линейку применяют только при весьма невысоких требованиях к форме канавки. В остальных случаях измеряют канавки штангенциркулем, шаблоном, штангенглубиномером, а иногда и микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие резцы и режимы применяют при обработке торцов и уступов?
2. Как протачиваются канавки?
3. Как выполняются отрезные работы?
4. Какие требования предъявляются к отрезным резцам?
5. Какие скорости резания и подачи применяют при отрезных работах?
6. Как измеряются уступы и канавки?
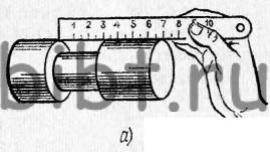
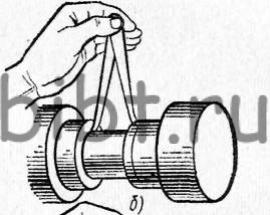
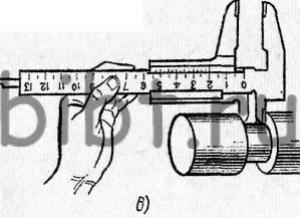
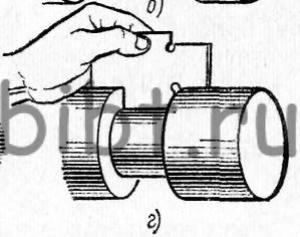
Рис. 81. Измерение ширины канавки линейкой (а), нутромером (б), штангенциркулем (в) и шаблоном-уступомером (г)