
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 41. Физические основы процесса резания металлов. Виды стружек: сливные (непрерывные), скалывания (элементные) и надлома.
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла при образовании стружки, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и обрабатывать детали более качественно, производительно и экономично.
В процессе резания различных материалов могут образовываться следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома (рис. 82).
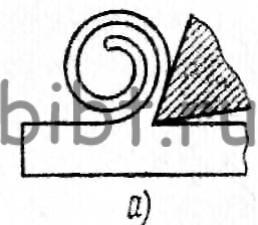
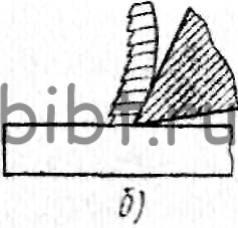
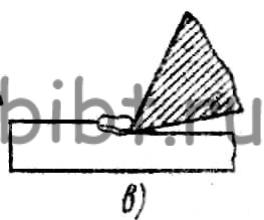
Рис. 82. Типы стружек: а —сливная, б — скалывания, в — надлома
Сливная стружка (рис. 82, а) образуется при резании вязких и мягких материалов, например мягкой стали, латуни. Резание протекает обычно при высокой скорости. Чем больше скорость резания и вязкость обрабатываемого металла, меньше угол резания и толщина среза, выше качество смазочно-охлаждающей жидкости, тем стружка ближе к сливной.
Стружка надлома (рис. 82, в) образуется при резании хрупких металлов, например серых чугунов. Такая стружка состоит из отдельных, почти не связанных между собой элементов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами. В определенных условиях, например при обработке чугунов средней твердости, стружка надлома может получиться в виде колец. Сходство со сливной стружкой здесь только внешнее, так как достаточно слегка сжать такую стружку в руке и она легко разрушится на отдельные элементы.
Стружка скалывания (рис. 82, б) занимает промежуточное положение между сливной стружкой и стружкой надлома и образуется при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением условий резания стружка скалывания может перейти в сливную и наоборот.
Под действием режущего инструмента срезаемый слой металла подвергается сжатию. Процессы сжатия (как и процессы растяжения) сопровождаются упругими и пластическими деформациями.
При обработке режущий инструмент деформирует не только срезаемый слой, но и поверхностный слой материала обрабатываемой детали. Глубина деформации поверхностного слоя металла зависит от различных факторов и может достигать от сотых долей до нескольких миллиметров.
Под действием деформации поверхностный слой металла упрочняется, увеличивается твердость и уменьшается пластичность, происходит так называемый наклеп обрабатываемой поверхности.
Чем мягче и пластичнее обрабатываемый металл, тем большему наклепу он подвергается. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Величина и глубина наклепа увеличиваются с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. Глубина наклепа увеличивается примерно в 2—3 раза при работе тупым режущим инструментом, чем при работе острым. Смазочно-охлаждающие жидкости уменьшают глубину и степень упрочнения.
При некоторых условиях резания на передней поверхности режущей кромки резца налипает обрабатываемый материал, образуя так называемый нарост. Он имеет клиновидную форму, по твердости превышает в 2—3 раза твердость обрабатываемого материала. Являясь как бы продолжением резца, нарост (рис. 83) изменяет его геометрические параметры (δ1<δ), участвует в резании металла, влияет на результаты обработки, износ резца и силы, действующие на резец.
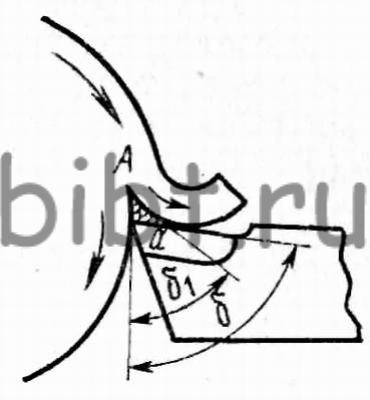
Рис. 83. Нарост на резце:
а — величина нароста, б — угол резания
При обработке нарост периодически разрушается и вновь восстанавливается. С увеличением пластичности обрабатываемого металла размеры нароста возрастают, а при обработке хрупких металлов, например чугуна, нарост может и не образоваться.
При обработке со скоростью резания до 5 м/мин нарост не образуется, наибольшая величина нароста — при скоростях резания 10—20 м/мин. Этот диапазон скоростей является неблагоприятным для чистовой обработки. При дальнейшем увеличении скорости резания в зависимости от прочности металла температура в зоне резания возрастает и нарост, размягчаясь, постепенно исчезает.
Нарост увеличивается с увеличением подачи, поэтому при чистовой обработке рекомендуются подачи в пределах 0,1—0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает. Применение смазочно-охлаждающей жидкости уменьшает нарост.
Наличие нароста полезно при выполнении черновой обработки.