
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 63. Особенности технологии обработки на револьверных станках.
Подготовка токарно-револьверного станка к работе заключается в установке приспособления для закрепления обрабатываемой детали, вспомогательного и режущего инструментов, настройке упоров для подачи прутков и ограничения хода суппортов, установке рукояток или кулачков для получения необходимой частоты вращения шпинделя и подач режущего инструмента, обработке двух-трех деталей, проверке изготовленных пробных деталей и подналадке положения инструментов и упоров.
Станки с продольным перемещением револьверного суппорта, не имеющие поперечного суппорта, а также поперечного перемещения револьверной головки, имеют ограничения в технологических возможностях. На таких станках можно выполнять центровку, сверление, растачивание, развертывание, обтачивание, нарезание резьбы, подрезание широким резцом небольших торцов. Прочие работы, как, например, проточку канавок, подрезку широких торцов, обработку фасонных поверхностей, а также отрезку, можно производить лишь в том случае, если имеются специальные державки, дающие возможность перемещаться резцу в поперечном направлении, или использовать вращение револьверной головки.
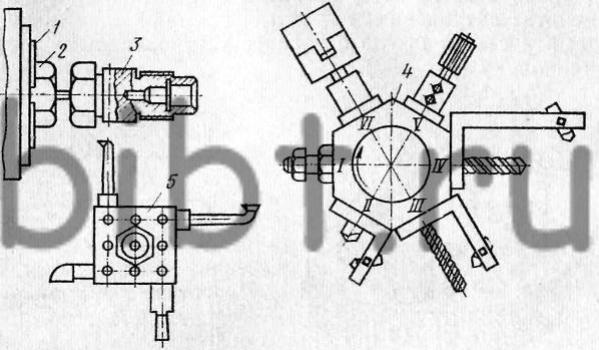
Рис. 106. Пример обработки на токарно-револьверном станке с револьверной вертикальной головкой:
1 — цанга, 2 — шестигранный пруток-заготовка, 3 — обработанная деталь, 4 — револьверная головка, 5 — резцедержатель
Для обработки детали, требующей фасонной обточки, а также отрезки применяют станки, снабженные поперечным суппортом. Пример такой обработки приведен на рис. 106.
Наладка станка с вертикальной револьверной головкой на изготовление простых деталей проще, чем станка с горизонтальной револьверной головкой. Наладка станка с горизонтальной револьверной головкой на обработку, требующую использования одновременно нескольких режущих инструментов, проще наладки на ту же работу револьверного станка с вертикальной головкой, так как в этом случае используются более простые державки, чем у станка с вертикальной головкой.
При переналадке станков этого типа на обработку новой детали меняют револьверную головку (рис. 107) вместе с инструментами, установленными в нее предварительно. Одновременно меняют и зажимное приспособление, соответствующее новой детали. Затем по эталону детали, закрепленному в патроне, регулируют упоры, обрабатывают заготовки и измеряют полученную деталь, при необходимости производят подналадку станка.
Обтачивание и растачивание цилиндрических поверхностей на токарно-револьверных станках осуществляется резцами, установленными в специальных державках, закрепленных в револьверной головке, или в резцовой головке поперечного суппорта. При обработке на токарно-револьверном станке с вертикальной осью вращения головки для уменьшения погрешности обработки и получения стабильных размеров резцы целесообразно устанавливать в револьверную головку в вертикальной плоскости. Этим устраняется влияние погрешности фиксирования угла поворота револьверной головки.
В большинстве случаев, особенно при подналадке, когда нужно сменить затупившиеся резцы, снимают державку вместе с резцами и ставят новую с заранее установленными резцами по детали-шаблону (рис. 108).
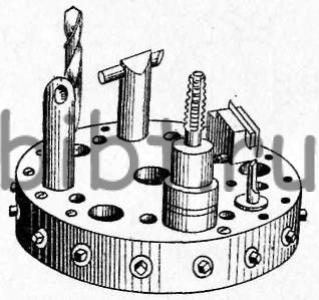
Рис. 107. Съемная часть горизонтальной револьверной головки
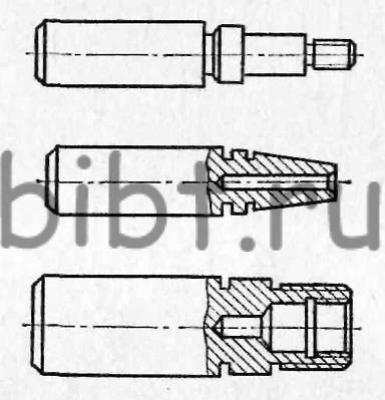
Рис. 108. Детали-шаблоны
Длина проточки выдерживается упорами. При обработке с помощью поперечного суппорта или регулируемых державок требуемый размер достигается методом пробных проточек.
При смене отдельных резцов необходимо обработать заготовку, затем отвести револьверную головку, заменить затупившийся резец заточенным и слегка закрепить его. Затем револьверную головку подвести к обработанной заготовке, резец прижать к обработанной поверхности и окончательно закрепить. После такого способа смены резца размер обрабатываемой детали останется прежним, таким же приемом заменяется фасонный резец.
Отверстия можно обрабатывать также сверлами, зенкерами и другими мерными инструментами. Все инструменты закрепляются в головке жестко, кроме разверток, которые устанавливаются в маятниковые державки. Рекомендуется применение разверток со спиральными зубьями для получения более точных и чистых отверстий как гладких, так и с выемками вдоль образующей.
Обработка торцовых поверхностей может выполняться различными инструментами, установленными в резцовую головку поперечного суппорта или в револьверную головку. На станках с поперечным суппортом подрезание торцов рекомендуется производить резцами, установленными в резцовую головку, при поперечной подаче. При обработке ступенчатых поверхностей могут применяться широкие резцы с использованием продольной подачи поперечного суппорта.
На станках с горизонтальной осью револьверной головки, не имеющих поперечного суппорта, торцы подрезают резцами, установленными в револьверную головку при поперечной (круговой) подаче. Аналогичными приемами производят отрезание деталей или прорезку канавок на обрабатываемой поверхности (рис. 109). Изделие 1 пропускается сквозь продолговатое отверстие револьверной головки и отрезается резцом 2.
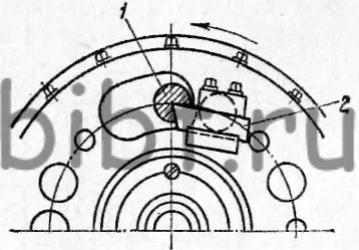
Рис. 109. Отрезание деталей на станках с горизонтальной осью вращения револьверной головки
При обработке на токарно-револьверном станке достигается экономия основного времени совмещением работы инструментов, установленных в револьверной головке и в поперечном суппорте, применением комбинированного инструмента и нескольких инструментов, установленных в общей державке и работающих одновременно.