
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 75. Органы управления и настройки токарных станков с ЧПУ.
Токарные станки с ЧПУ имеют несколько пультов управления. Один из них всегда размещен на системе ЧПУ. Другие (один или два) являются оперативными и предназначены для контроля и управления работой механизмов и узлов станка и размещаются близко к рабочей зоне станка. На эти пульты выносятся, как правило, дублирующие команды с пульта программного управления: автоматическая перемотка ленты в исходное положение, запуск программы, ее останов, поворот револьверной головки и др.
В настоящее время широко применяется пульт управления ЧПУ системы ЭМ-907, для управления токарными станками, работающими с шаговым электрогидравлическим приводом (рис. 129).
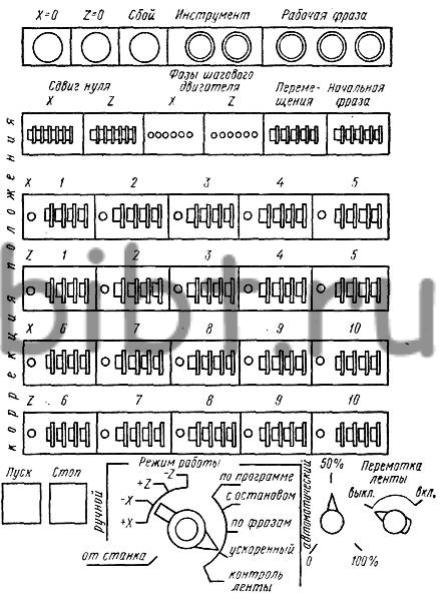
Рис. 129. Пульт управления ЧПУ системы ЭМ-907
Внизу в центре пульта расположен переключатель режима работы системы на 10 положений. Переключатель Режим работы имеет пять положений ручной работы (слева) и пять положений работы от перфоленты. Переключатель в положении От станка позволяет управлять станком с оперативных пультов. Четыре других положения ( + Х, — X; +Z, —Z) используются при точных перемещениях инструмента для увеличения или уменьшения размеров обработки. Эти перемещения по каждому из координатных направлений задаются на декадных переключателях Перемещение, расположенных во втором ряду сверху, справа. В наборе пять переключателей количества задаваемых импульсов (слева направо): десятков тысяч, тысяч, сотен, десятков и единиц. Если цена импульса для станка равна 0,01 мм, то на первых трех переключателях набираются миллиметры, на двух последних —десятые и сотые доли миллиметра. Рассмотрим пользование переключателями на примере. Переключатель режима работы установим в положение Ручной +Z, на декадных переключателях Перемещение наберем значение 278 (2,78 мм). При нажатии кнопки Пуск (левая крайняя в нижнем ряду) станок обработает перемещение суппорта со скоростью холостого хода в положительном направлении по оси Z на 278 импульса. Таким образом, можно задать перемещения в ручном режиме отдельно по каждому направлению.
Основным автоматическим режимом работы станка от перфоленты является режим По программе. При режиме По фазам после отработки каждого кадра происходит остановка обработки до повторного нажатия кнопки Пуск. В режиме Контроль ленты ведется проверка перфоленты, при этом информация на станок не поступает. В случае ошибки в ленте или отклонений от установленного для данного кода контроля лента останавливается загорается лампочка Сбой (в первом ряду). В режиме Ускоренный станок выполняет все действия и перемещения в ускоренном темпе. В режиме С остановом станок обрабатывает кадры для контроля обрабатываемых поверхностей и ввода необходимых корректировок положения.
Кнопка Стоп прерывает выдачу информации системой ЧПУ Справа от переключателя режима работы системы расположен корректор скорости перемещения суппорта в диапазоне от 0 до 100% и переключатель перемотки перфоленты.
Выше переключателя режима работы расположены четыре горизонтальных ряда корректоров положения по осям X и Z Каждый корректор на пульте представлен лампочкой, включение и выключение которой определяется вызовом в перфоленте номера корректора. Каждый корректор имеет четыре переключателя Первым переключателем устанавливается Знак + или - а другими тремя переключателями сотни, десятки и единицы импульсов.
Второй ряд сверху имеет наборы декадных переключателей Сдвиг нуля по осям X и Z. Каждый из наборов имеет первый переключатель Знак + или - и пять декадных переключателей количества заданных импульсов для десятков тысяч, тысяч, сотен десятков и единиц. Набранные на пульте знак и количество импульсов произведут сдвиг нуля программы относительно нулевого положения станка, т. е. суппорт станка автоматически переместится из нулевого положения на заданную величину до начала отработки программы после нажатия на кнопку Пуск.
Нулевое положение суппорта на станке сигнализируют лампочки в первом ряду сверху (Х = 0, Z=0).
На декадных переключателях второго ряда Начальная фаза можно набрать номер кадра, с которого начнется отработка программы по перфоленте. До этого кадра перфолента движется в режиме быстрой перемотки, но движение суппорта не происходит. Суппорт переместится в положение, которое соответствует номеру кадра. Описанное устройство позволяет начать работу с кадра любого номера.
Номер кадра, отрабатываемого по программе цифровой индикацией, представлен в первом ряду индикаторами Рабочая фаза. Индикаторы Инструмент показывают номер работающего инструмента.
Во втором ряду в центре располагаются шесть лампочек направления X и Z Фазы шагового двигателя. При работе шаговых двигателей лампочки последовательно загораются и гаснут в соответствии с импульсами, которые выдает система После остановки движения по координате загораются две лампочки Запомнив, какие лампочки горят в исходном для программы положении, можно судить о том, находится ли суппорт по программе в исходном положении.