
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 74. Инструмент для токарных станков с ЧПУ.
В станках с ЧПУ применяют режущий инструмент общего назначения, т. е. инструмент, которым обычно работают на станках с ручным управлением. Однако к инструменту, предназначенному для применения в станках с ЧПУ, предъявляются повышенные требования по жесткости, взаимозаменяемости, качеству заточки, износостойкости и т. д.
Для крепления инструмента применяются инструментальные державки и резцовые оправки. Режущий инструмент настраивают, изменяя положение его в инструментальной державке. Если в суппорте станка или револьверной головке закреплены резцовые оправки, то в них устанавливают настроенные на размер малогабаритные резцовые вставки (рис. 124).
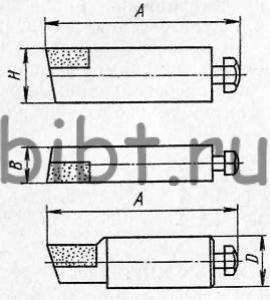
Рис. 124. Резцовые вставки с предварительно настроенным размером А
В настоящее время в большинстве современных станков используются для закрепления резцов инструментальные державки (резцовые блоки), так как в этом случае не возникает необходимости в специальном режущем инструменте и можно работать обычными резцами (рис. 125).
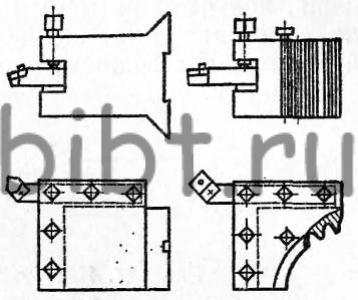
Рис. 125. Резцовые блоки без предварительной настройки на размер
Из наиболее важных требований, которые предъявляются к резцовым блокам, следует отметить точную и стабильную установку блока в суппорте станка (повторяемость установки должна быть в пределах 0,001—0,003 мм) и малую массу блока. Установочными поверхностями у резцовых блоков служат чаще всего призмы и зубчатые рейки.
В станках с ЧПУ часто используются резцы с механическим креплением многогранных неперетачиваемых быстросменных пластинок из твердого сплава (рис. 126).
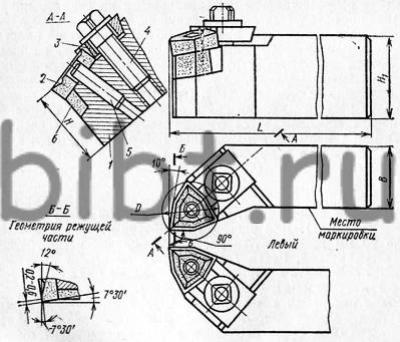
Рис. 126. Сборные резцы с механическим креплением неперетачиваемых твердосплавных пластинок: 1 — стержень, 2 — твердосплавная пластинка, 3 — клин, 4 — винт зажима клина. 5 — базирующий штифт, 6 — твердосплавная подкладка
Особенность неперетачиваемых пластинок в том, что при эксплуатации нет необходимости в их заточке. После затупления одной режущей грани необходимо развернуть пластинку, введя в работу другую грань. При повороте пластинки вершина режущей кромки может занять положение, отличающееся от предыдущего на величину до 0,2 мм. Для предотвращения брака при повороте пластинки следует вводить на пульте станка корректировку исходного положения суппорта. Используя корректоры положения, получают размеры в поле допуска, не снимая резцового блока со станка для поднастройки в приспособлении. Можно работать одним стержнем, производя замену только твердосплавных пластинок.
При обработке на станке с ЧПУ запрограммированные режимы могут сопровождаться нежелательными явлениями, например при точении образуется сливная стружка, которая плохо удаляется от резца и может быть причиной поломки режущей пластинки. Используя корректоры подачи, необходимо увеличить ее значение и добиться дробления стружки. Если шероховатость находится ниже требований чертежа, то уменьшить шероховатость можно за счет снижения величины подачи. При этом необходимо проверить установку режущей кромки резца относительно оси станка. Резание иногда сопровождается специфическим звуком (гудение или свист) или узором на обработанной поверхности, которые возникают в результате вибраций в зоне резания. Погасить вибрации можно увеличением подачи или изменением скорости резания.
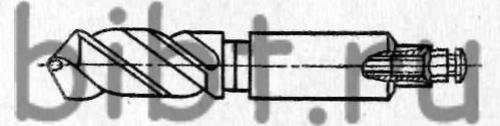
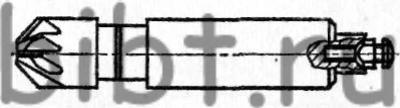
Рис. 127. Инструменты для станков с ЧПУ:
а — сверло, б — зенковка
Для обработки отверстий на станках с ЧПУ используются сверла, зенкеры, развертки как обычного исполнения, так и с цилиндрическим хвостовиком, поводком и винтом для установки их вылета (рис. 127). Для чистовой обработки отверстий диаметром свыше 20 мм используются расточные оправки с микрометрической регулировкой. Резец 1 смонтирован во втулке 3, в которой он может совершать поступательное движение при помощи лимба-гайки 2 относительно оправки 4 (рис. 128).
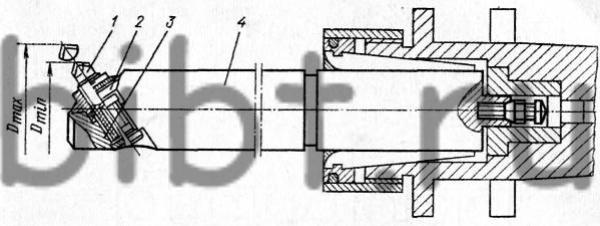
Рис. 128. Расточная оправка для станков с ЧПУ
Смена инструмента в станках с ЧПУ с револьверными головками производится автоматически. В соответствии с управляющей программой после окончания резания инструмент отводится от заготовки, заменяется, затем снова подводится в исходную позицию. Причем сначала осуществляется быстрый подвод инструмента в зону резания, а потом —подача на рабочей скорости.
Инструмент и принадлежности, закрепляемые в отверстиях револьверных головок станков с ЧПУ, не должны иметь повреждений (царапин, забоин, рисок) на хвостовиках.