
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Дефекты нагрева и их предупреждение. Коробление и трещины. Перегрев. Обезуглероживание.
Коробление и трещины. При нагреве до высокой температуры для закалки, отжига или нормализации прочность металла настолько снижается, что деталь может прогнуться или покоробиться даже под действием собственной массы или под тяжестью других деталей, которые лежат на ней. С учетом этого необходимо проводить правильную укладку деталей в печи сообразно с их конфигурацией и массой, с тем чтобы обеспечить, во-первых, равномерный и всесторонний нагрев, и, во-вторых, минимальное коробление. Укладка навалом допустима только при нагреве очень мелких деталей, которые невозможно или нецелесообразно укладывать в какие-либо приспособления. Тонкие детали удлиненной формы, как, например, валы, оси, сверла, протяжки, следует при нагреве устанавливать вертикально либо подвешивать на приспособлениях. Детали в виде плоских плит, дисков, колец и т. п. нужно по возможности также помещать в приспособлениях в вертикальном положении.
Трещины при нагреве — сравнительно редкое явление. Они могут возникать в основном по двум причинам: во-первых, вследствие неравномерного нагрева и, во-вторых, при чрезмерно большой скорости нагрева, особенно в случае массивных деталей. Равномерность нагрева обеспечивается рациональной системой укладки деталей. Во избежание подстуживания не следует располагать их в непосредственной близости от заслонки печи.
Необходимо непосредственным наблюдением контролировать равномерность нагрева.
Случаи, в которых нужно ограничивать скорость нагрева, подробно рассмотрены ранее, на с. 54.
Перегрев. Если сталь нагревается до температуры выше критических точек Ас1 и Ас3 (см. с. 34—35), то образуется аустенитная структура. По мере дальнейшего повышения температуры зерна аустенита начинают расти, при этом крупные зерна как бы поглощают мелкие. Чем выше температура и длительнее выдержка, тем больше вырастают зерна. При последующем охлаждении с любой скоростью обратного явления, т. е. уменьшения размера аустенитного зерна, не происходит. Какую бы структуру не имел металл после окончательного охлаждения — закаленную, нормализованную или отожженную, все равно последствия крупнозернистости аустенита скажутся в том, что сталь будет иметь пониженную ударную вязкость. В изломе такая сталь будет иметь крупнокристаллическое камневидное строение. Это обусловлено тем, что как структура мартенсита, так и структура перлитного типа (перлит, сорбит, троостит) образуются в пределах границ зерен аустенита. Это хорошо видно на рис. 39. По этим границам и происходит разрушение стали под действием ударной нагрузки. Такое явление укрупнения зерен аустенита под действием высокой температуры, приводящее в дальнейшем к снижению ударной вязкости, т. е. к повышению хрупкости, называется перегревом стали.
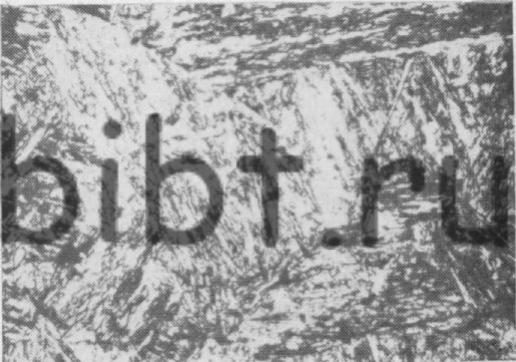
Рис. 39. Мартенсит в пределах границ аустенитных зерен
Если перегретую сталь быстро охладить, то возникнет особая структура, известная под названием видманштеттовой структурой. При образовании такой структуры в доэвтектоидной стали выделяющийся из аустенита феррит приобретает необычную пластинчатую форму (рис. 40). В заэвтектоидной стали цементит приобретает форму игл. Наиболее часто видманштеттовая структура возникает при охлаждении отливок. Вследствие высокой хрупкости такая структура недопустима.
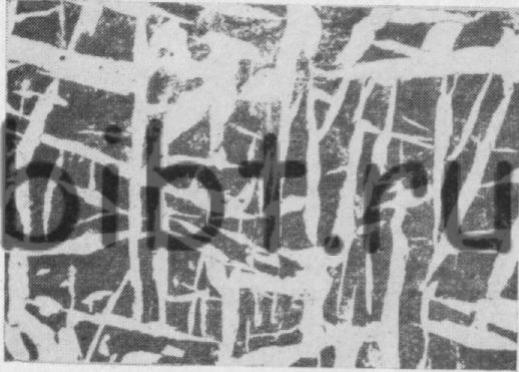
Рис. 40. Видмаиштеттовая структура в стали
Перегрев — исправимый дефект. Для его устранения необходимо нагреть сталь немного выше критических точек. При этом вновь возникнет мелкозернистая аустенитная структура. Охлаждение можно провести на воздухе. Таким образом, путем нормализации можно исправить перегрев. Следует, однако, иметь в виду, что не всегда удается устранить его в полной мере.
Обезуглероживание. Причины обезуглероживания были рассмотрены ранее (с. 62). Хотя обезуглероженный слой обычно бывает небольшим и по глубине не превышает, как правило, несколько десятых долей миллиметра, однако наличие его в готовой детали приводит к крайне нежелательным последствиям. Дело в том, что содержание углерода в таком слое может снизиться до сотых долей процента, так что структура его будет представлять собой почти чистый феррит. При таком низком содержании углерода этот слой не закалится, и поэтому поверхность детали после закалки будет иметь низкую твердость, прочность и износостойкость. В большинстве случаев это делает детали непригодными к эксплуатации.