
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Зкалка ТВЧ шариковых ходовых винтов.
Шариковые винтовые пары качения имеют преимущества перед обычными винтовыми парами скольжения, примерно такие же, как и подшипники качения перед подшипниками скольжения (КПД их почти в 2 раза выше, а долговечность в 5 раз больше). Несмотря на это, они еще не получили большого распространения. Это объясняется сложностью изготовления ходовых винтов, которые подвергаются объемной закалке, а затем шлифовкой получают резьбовую канавку. Технология изготовления значительно упрощается при использовании метода контурной закалки винтов с нагревом ТВЧ под слоем жидкости. Схема устройства для такой закалки показана на рис. 73.
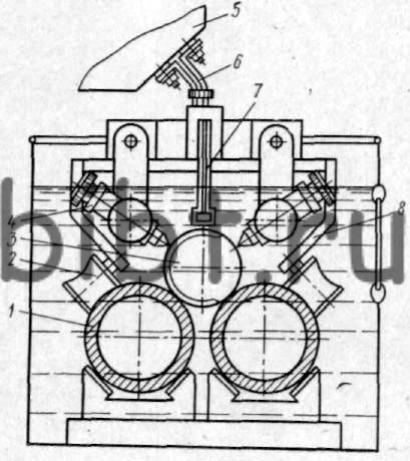
Рис. 73. Схема станка для закалки ТВЧ шариковых ходовых винтов
Над направляющими токарного станка смонтирована закалочная ванна, в которой размещен люнет с закалочным устройством. Закаливаемый ходовой винт 3 приводится во вращение от шпинделя станка через два направляющих ролика 1 длиной по 2500 мм каждый. Каретка 8 закалочного устройства с помощью четырех фигурных роликов 2 опирается на направляющие ролики. На каретке смонтированы индуктор 7 и два шариковых фиксатора 4, которые входят упорами в канавку упрочняемого винта. При его вращении в процессе закалки эти фиксаторы смещают каретку вдоль оси винта. Закалочный трансформатор 5 укреплен на суппорте станка и перемещается одновременно с кареткой закалочного устройства. Разница в смещении суппорта станка и закалочной каретки компенсируется за счет применения гибких шлангов 6, соединяющих трансформатор с индуктором.
Контурную закалку винтов осуществляют непрерывно-последовательным методом по поверхности резьбовой канавки с нагревом ТВЧ под слоем жидкости. Благодаря этому удается снизить скорость охлаждения в интервале температур мартенситного превращения, а в результате уменьшить внутренние напряжения и деформацию закаливаемого винта. На контурную закалку винты поступают после получистовой механической обработки с проточенной и прошлифованной канавкой. При закалке винтов из стали 8ХФ достигается твердость HRC 63—64 при глубине закаленного слоя 1,4—1,6 мм.