
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Изготовление и термическая обработка рессор.
Изготовление рессор включает следующие технологические операции: холодную резку листов на полосы; пробивку отверстий; оттяжку концов; загибку ушек в горячем состоянии; закалку; отпуск; упрочнение дробеструйной обработкой.
Термическую обработку рессор проводят по одному из трех вариантов:
1) нагрев под закалку с помощью ТВЧ с последующей изотермической закалкой;
2) печной нагрев и изотермическая закалка;
3) печной нагрев и обычная закалка в масле с последующим среднетемпературным отпуском.
После термической обработки вне зависимости от применяемого варианта проводится наклеп дробью. Установлено, что эффективность дробеструйного наклепа существенно возрастает, если при его проведении изогнутому рессорному листу придать прямолинейную форму.
Наклеп рессорных листов можно проводить также с помощью гидроабразивной обработки. При этом частички корунда, взвешенные в воде, выбрасываются сжатым воздухом на поверхность листов. Предел выносливости при гидроабразивной обработке по сравнению с дробеструйной повышается на 40—50%.
Большой эффект упрочнения достигается при обработке рессор с использованием высокотемпературной термомеханической обработки (ВТМО). В этом случае, правда, уже нельзя применять изотермическую закалку, поскольку замедленное охлаждение при такой закалке устранит наклеп от ВТМО.
На автомобильных заводах рессоры закаливают в специальной гибозакалочной машине барабанного типа (рис. 74). Нагретый до закалочной температуры рессорный лист укладывается на неподвижный штамп 1, укрепленный на грани барабана. При нажатии педали подвижный штамп 2 сгибает и прижимает лист рессоры к неподвижному штампу. При этом происходит также выдавливание на листе центрирующих кнопок. Барабан поворачивается на определенный угол, и лист рессоры, зажатый между штампами, погружается в закалочный бак, в котором установлен барабан. Затем в следующий штамп укладывается второй лист и т. д. Когда барабан повернется на 180°, первый штамп открывается, и закаленный рессорный лист извлекается из него магнитным краном. Штампы имеют прорези для свободного доступа масла к листу. Барабан получает вращение от электродвигателя через редуктор, а рычаги, огибая неподвижный кулачок, обеспечивают автоматическое смыкание и размыкание штампов. В настоящее время на смену закалочным барабанам приходят более совершенные закалочные машины конвейерного типа.
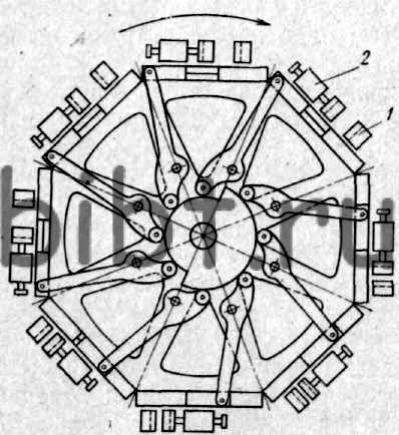
Рис. 74. Гибозакалочный барабан для закалки рессор