
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Полуавтоматический агрегат для термической обработки инструментов.
На ряде инструментальных заводов нашей страны действуют автоматизированные агрегаты непрерывного действия для термической обработки режущего инструмента. В составе таких агрегатов имеется разнообразное оборудование: соляные печи-ванны, закалочные баки, ванны для отпуска, моечные ванны и др. Все оборудование устанавливается в линию (рис. 89).
Увеличить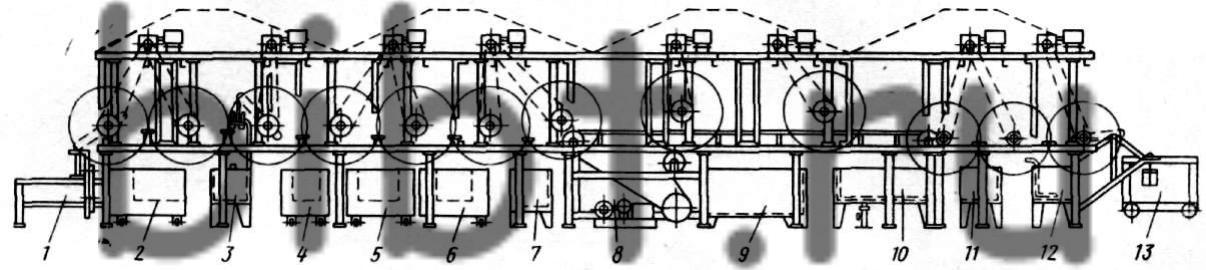
Рис. 89. Полуавтоматическая линия для термической обработки инструментов:
1 — загрузка; 2 — нагрев лапок сверл под закалку; 3 — закалка (охлаждение); 4 —просушка сверл; 5 — подогрев под закалку рабочей части сверл; 6 — окончательный нагрев; 7 — подстуживание и закалка; 8 — охлаждение водяной пылью с сжатым воздухом; 9 — промывка в горячей воде; 10 — травление в соляной кислоте; 11 — промывка в холодной воде; 12 — пассивирование; 13 — разгрузка кассет
Перемещение приспособлений с инструментами на различные операции производится автоматически с помощью рычажного перебрасывателя (рис. 90). Он состоит из двух рычагов 2 с захватами 1, насаженными на ось 3, получающую вращение от электродвигателя 6 через червячный редуктор 7 и звездочки, которые связаны цепью 5. Поскольку продолжительность отдельных операций может быть различной, предусмотрена возможность размещения на некоторых позициях одновременно двух или трех приспособлений с инструментами. Приспособления, навешенные на горизонтальные штанги, перемещаются по цепям конвейера 4. В определенный момент замыкаются контакты ограничителей и выключается механизм перебрасывания. Рычаги 2, вращаясь, подхватывают штангу с приспособлением и переносят ее на следующую позицию. Продолжительность цикла обработки в таком агрегате 30—40 мин, производительность его до 300 кг/ч.
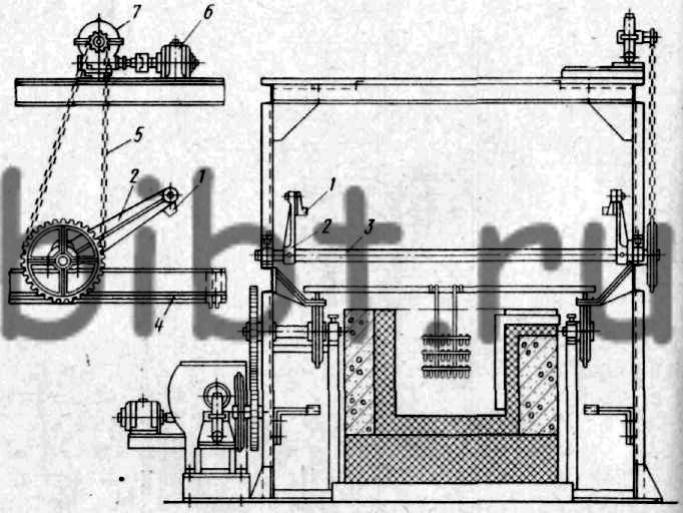
Рис. 90. Схема рычажного перебрасывателя