
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ИЗГОТОВЛЕНИЕ СТРОГАЛЬНЫХ РЕЗЦОВ
Резцы из углеродистой, инструментальной или легированной стали изготовляют из заготовок. Из заготовки отковывают резец требуемой формы, затем резец затачивают начерно. Необходимую твердость резцу придают закалкой и отпуском. После закалки и отпуска резец затачивают окончательно. Указанным способом изготовляют резцы в ремонтных цехах или при единичном производстве.
При массовом изготовлении резцов заготовки державок отрезают из определенного вида проката и фрезеруют головку резца под пластинку, а основную (базовую) поверхность шлифуют. Дальнейшая обработка и заточка резца ведется от этой базовой поверхности.
Вследствие высокой стоимости быстрорежущей стали резцы из нее изготовляют составными. Рабочую часть резца — головку приваривают к стержню (у некоторых типов резцов приваривают к стержню пластинку). Таким образом, изготовление резцов из быстрорежущих сталей складывается из изготовление стержня, головки (или пластинки) и их соединения.
Державку-стержень изготовляют из стали 45, стали 50 или Ст. 6 прямоугольного или квадратного сечения. Опорную поверхность стержня и места приваривания пластинки или торца стержня подвергают механической обработке. Стержни для изогнутых резцов подвергают ковке, чтобы получить нужный изгиб. После ковки и указанной выше обработки стержня (тела) резца обрабатывают головку резца, подгоняя ее к стержню встык и приваривают. В случае использования пластинки ее приваривают к стержню резца. Затем резец затачивают и доводят.
Резцы с пластинками из твердого сплава изготовляют припаиванием пластинки к державке или закреплением ее механическим способом. Для припаивания пластинки державку готовят так же, как и для резцов из быстрорежущей стали. Пластинку припаивают медным припоем или более прочным— медноникелевым. Затем следует заточка и доводка резца.
Для крепления твердосплавных пластинок на головке резца широко применяют сварку в вакууме. Для этого головку резца и пластинку в месте сварки предварительно шлифуют.
Резцы с механическим креплением пластинки на державке заслуживают особого внимания. При работе на мощных станках, на которых применяются массивные державки (до 30 кг), механическое крепление позволяет менять режущие пластинки без снятия державки. При строгании прерывистых поверхностей, например на отливках с ребрами жесткости, целесообразно такие державки использовать и для применяемых в этих случаях быстрорежущих резцов.
Существует много конструкций сборных резцов со сменными режущими пластинками. При выборе сборного резца необходимо, чтобы он обладал следующими качествами: жесткостью и надежностью крепления на всех этапах работы; простотой и удобством при установке и снятии режущей пластинки без снятия державки; сравнительной простотой в изготовлении. На рис. 118 показаны две конструкции сборных резцов.
Сборный резец, показанный на рис. 118, а, состоит из державки, прихвата, болта и пластинки, припаянной к подушке, изготовленной из стали 45. В этой конструкции крепление достаточно жесткое, пластинку после переточки можно установить в такое же положение, как и при установке новой пластинки, т. е. положение режущего лезвия не меняется относительно поверхности державки. Прихват одновременно служит стружколомателем, что особенно важно при строгании вязкой конструкционной стали.
Сборный резец, показанный на рис. 118, б, по качествам во многом уступает приведенному выше. Он состоит из державки, пластинки, припаянной к подушке, и винта со шлицем под отвертку. Конструкция этого сборного резца неудовлетворительна по следующим причинам: стоимость его изготовления несколько больше стоимости первого резца; резьба отверстия в державке нарезана метчиком, а резьба винта — на токарном станке. Это обстоятельство не обеспечивает плотного прилегания головки винта к поверхности, что является причиной недостаточной жесткости крепления; неудобства крепления отверткой и недостаточная жесткость его, неудобство крепления пластинки у прорезного резца, если не вынимать державку из суппорта- возникающий при резании крутящий момент стремится оторвать пластинку у прорезного резца, не исключен отрыв пластинки от державки даже при небольших сечениях стружки.
При выборе сборного резца учитывают преимущества и недостатки каждой державки и выбирают лучшую.
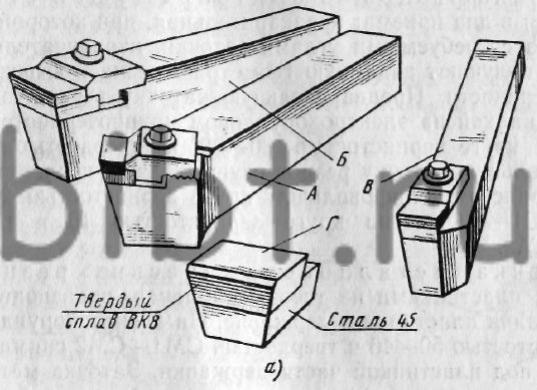
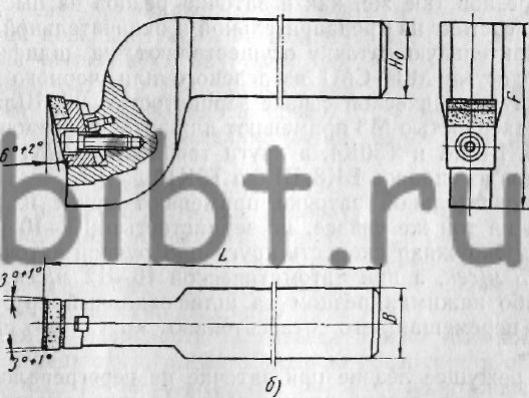
Рис. 118. Сборные резцы:
а — удачной конструкции, б — неудачной конструкции; А, Б, В — державки, Г — пластинка из твердого сплава