
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Смазочно-охлаждающие жидкости, применяемые при строгании. Строгание горизонтальных плоскостей боковым суппортом.
Поверхность, полученная строганием стальных или алюминиевых заготовок без применения смазочно-охлаждающей жидкости, получается нечистой. Но так как обильная подача охлаждающей жидкости при строгании недопустима из-за опасности попадания жидкости и стружки на направляющие станины, применяют смазку обрабатываемой поверхности кисточкой или же устраивают капельную смазку, прикрепив бачок с жидкостью на суппорте так, чтобы смазывающая жидкость капала каплями перед резцом. Количество падающей в этом случае жидкости следует отрегулировать так, чтобы не образовался поток и жидкость не попадала в направляющие станины, но чтобы смазка была достаточной. Рекомендуемые смазочно-охлаждающие жидкости приведены в табл. 18.
Таблица 18 Смазочно-охлаждающие жидкости, применяемые при строгании
| Обрабатываемый материал | Смазочно-охлаждающая жидкость |
Стали и стальное литье |
20%-ный раствор эмульсола в горячей воде с добавкой 4% растительного масла Сурепное масло |
Чугун |
Керосин Скипидар |
Дюралюминий |
Раствор сурепного масла с керосином Скипидар |
Заготовку устанавливают перед чистовым строганием тщательно, особенно в случае, когда предполагается тонкое строгание, которым заменяют шабрение.
Перед чистовым и тонким строганием проверяют, горизонтален ли стол, параллельны ли ему траверсы (поперечины) и, убедившись в полной исправности станка, приступают к работе. Негоризонтальное положение стола, траверсы и слабина в суппортах снижают точность и чистоту поверхности.
При установке широкого чистового резца для чистового и тонкого строгания особенно тщательно проверяют, горизонтальна ли его режущая кромка.
На рис. 38, а показана проверка широкого резца после его заточки и доводки, а на рис. 38, б — проверка при установке перед началом строгания. Прямолинейность кромки проверяют накладыванием на него лекальной линейки. Если между линейкой и режущей кромкой со стороны задней поверхности проходит свет, такой резец не пригоден для чистового строгания.
При установке на станке (см. рис. 38, б) резец слегка закрепляют в резцедержателе и подводят к шлифованной плитке, положенной на поверхность заготовки, обработанную получистовым строганием, и устанавливают так, чтобы свет лампы не проходил между режущей кромкой резца и плиткой.
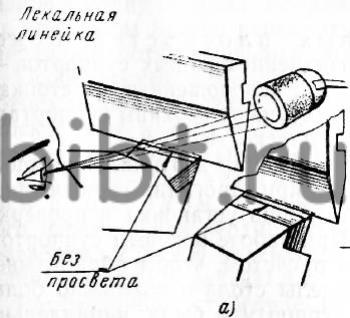
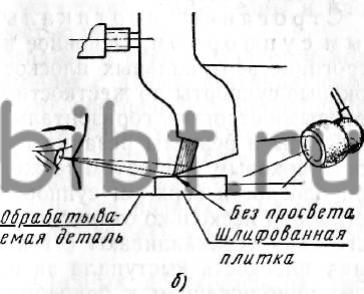
Рис. 38. Проверка на просвет: а — прямолинейности режущей кромки после заточки лекальной линейкой, б — установки резца на станке
При тонком строгании важно, чтобы режущая кромка широкого чистового резца не затупилась до конца обработки плоскости.
Для предохранения кромки на торцах заготовки делают фаски 0,4x30°, которые исключают внезапное врезание и соприкосновение кромки с окалиной и песком на необработанных торцах. Тонкое строгание ведут на пониженных скоростях резания — 5—7м/мин.
Строгание горизонтальных плоскостей боковым суппортом. Боковые суппорты продольно-строгального станка снабжены механизмами, позволяющими осуществлять вручную горизонтальную подачу. Эту особенность бокового суппорта используют для строгания горизонтальных поверхностей, которые невозможно обработать верхними суппортами без дополнительной установки. Такие поверхности имеются у бобышек и других изделий.
Установку заготовки проверяют по основным плоскостям, являющимся базовыми, а если заготовка размечена — по основным разметочным линиям.
Суппорт ставится на ноль градусов, а откидную доску поворачивают до отказа так, чтобы резец повернулся в сторону обрабатываемой плоскости, которая может быть внизу или вверху, а при наличии выемки — и вверху и внизу.
Резцы и режимы резания те же, что и при строгании вертикальных плоскостей верхними суппортами.