
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Получистовое строгание. Чистовое и тонкое строгание.
Получистовое строгание является необходимым в том случае, когда повышенная точность при чистовом строгании оказывается невыполнимой, если чистовое строгание следует непосредственно за черновым. Это объясняется тем, что неравномерный на разных частях заготовки припуск не позволяет получить достаточно ровную поверхность, так как резец при работе отжимается с разной силой.
Такая закономерность наблюдается не только при строгании, а при всех видах обработки резанием.
Поэтому в случае повышенных требований к точности поверхности после чернового (обдирочного) строгания осуществляют дополнительный проход с глубиной резания 2—3 мм. Этот дополнительный проход и является получистовым строганием, которое выполняют проходными резцами с заточенной переходной режущей кромкой (рис. 36).


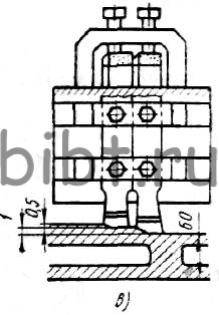
Рис. 36. Резцы для получистового строгания:
а — с закругленным переходным лезвием, б — с плоским переходным лезвием, в — установка двух получистовых резцов в державке
Получистовым строганием обрабатывают также и заготовки, подвергавшиеся старению, или те, которые после чернового строгания выдерживались определенный период. В последнее время некоторые виды шабрения стали заменять тонким строганием, перед которым заготовку после черновой обработки обязательно подвергают старению и получистовому строганию.
Чистовое и тонкое строгание.
Чистовым строганием называют строгание, при котором получают поверхность 4—6-го классов чистоты. Чистовое отделочное строгание, при котором достигается чистота поверхности 7—8-го классов, называется тонким.
Чистовое строгание иногда оказывается неокончательным видом обработки. После строгания плоскости подвергаются отделочной обработке шабрением или шлифованием. В этом случае строгальщик обязан оставить припуск на отделку (величину см. в табл. 25). Тонкое строгание является окончательным видом обработки, и полученная поверхность дополнительной обработке не подвергается.
На чистовое строгание оставляют припуск на обработку до 2 мм, а на тонкое — до 0,4 мм, причем припуск 0,4 мм при тонком строгании срезается в два прохода. В первом — предварительном— строгают с глубиной резания 0,15—0,3 мм, во втором— окончательном — с глубиной резания 0,05—0,1 мм.
Чистовое строгание выполняют чистовым проходным резцом с подачей от 1,5 до 4 мм/дв. ход или чистовым широким резцом с подачей 10—20 мм/дв. ход. Тонкое строгание ведут только чистовыми широкими резцами с подачами для предварительных проходов 10—20 мм/дв. ход и для окончательных 12— 16 мм/дв. ход.
Резцы для чистового и отделочного (тонкого) строгания подготавливают в зависимости от требований, предъявляемых к обработанной поверхности. Чем выше требуемая точность и чистота обработанной поверхности, тем выше должно быть качество поверхностей, образующих режущую кромку. Эти поверхности резца подвергают доводке.
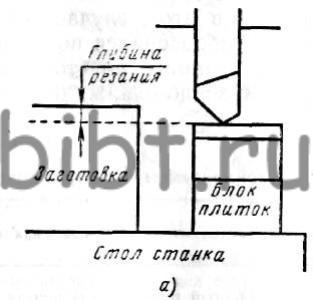
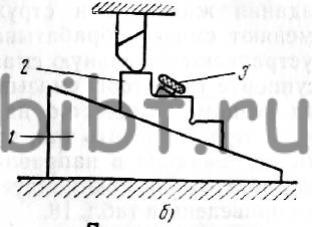
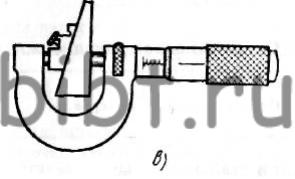
Рис. 37. Способы установки глубины резания при строгании : а—резца по набору мерных плиток, б —резца по установочной колодке, в— колодки на требуемый размер
Глубину резания устанавливают равной оставленному припуску на обработку, а так как припуск на тонкое строгание мал, то глубину резания лучше всего устанавливать при помощи измерительных плиток, собранных в блок, или установочной колодки (рис. 37, а, б, в).
Первый способ заключается в следующем. На стол станка устанавливают блок измерительных плиток (см. рис. 37, а), высота которого должна быть равна высоте заготовки после чистовой обработки поверхности. К блоку плиток подводят резец так, чтобы режущая кромка прикоснулась к папиросной бумаге, положенной на блок.
Несколько меньшую точность установки глубины резания дает другой способ — применение установочной колодки, состоящей из стального основания 1 (см. рис. 37, б, в), ползунка 2 и винта 3. Ползунок устанавливают на определенной высоте при помощи штангенрейсмаса или мерных плиток и переносят на стол станка. Резец опускают до прикосновения режущей кромки к положенному на ползунок листочку папиросной бумаги. Установленный одним из описанных способов резец подводят к обрабатываемой поверхности и начинают строгание.
Делают несколько двойных ходов стола, сострагивая металл полоской шириной 2—3 мм, и проверяют высоту заготовки по обработанной поверхности индикатором. Глубина резания установлена правильно, если при проверке индикатором высота заготовки по обработанной поверхности будет равна высоте установленного рядом эталона (набору плиток или колодке).