
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. СТРОГАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ
Наклонные плоскости, как правило, всегда бывают сопряженными с горизонтальной или вертикальной плоскостью, а иногда — с той и с другой. Это обеспечивает возможность контроля за наладкой станка на строгание наклонной плоскости и контроля ее после обработки.
Наклонные плоскости строгают на продольно-строгальном станке, как верхними, так и боковыми суппортами, в одинаковой степени пригодными для этой работы, которую ведут теми же резцами, на тех же режимах резания, что и при обработке вертикальных плоскостей. В зависимости от удобства работы строгание ведут верхним или боковым суппортами.
Заготовку устанавливают и выверяют по основной (базовой) плоскости, с которой сопряжена наклонная плоскость. Исключение составляют заготовки с разметкой только наклонной плоскости.
Если строгание ведут боковым суппортом, заготовку устанавливают как можно ближе к нему.
После установки заготовки поперечину (траверсу) опускают в крайнее нижнее положение, допускаемое выступающими поверхностями заготовки. Суппорт поворачивают на угол наклона плоскости. Направление поворота суппорта определяется положением наклонной плоскости. Если мысленно продолжить наклонную плоскость, то она должна совпасть или быть параллельной направлению движения салазок суппорта.
Откидную доску поворачивают так, чтобы ее верхняя часть независимо от наклона плоскости всегда удалялась в крайнее положение от обрабатываемой поверхности. Установка суппорта для обработки наклонной плоскости показана на рис. 39.
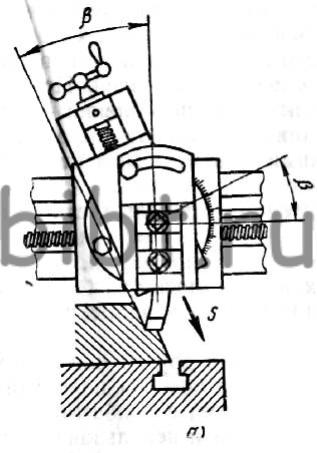
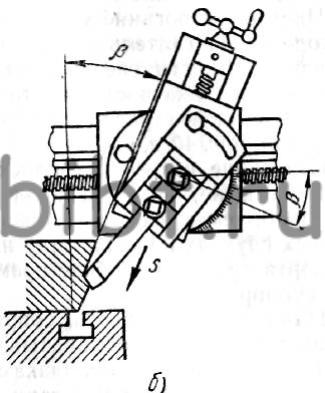
Рис. 39. Установка суппортов для строгания наклонных плоскостей: а — наклонная плоскость справа, б — наклонная плоскость слева
Если наклонные плоскости размечены, то установку суппорта проверяют по разметочным линиям, для чего в суппорте закрепляют чертилку и, приблизив ее к заготовке, перемещают суппорт по линии разметки. Неправильную установку исправляют. После проверки поворотную часть суппорта закрепляют наглухо и проверяют еще раз.
После проверки установки суппорта траверсу на стойках и суппорт на поперечине закрепляют с наибольшей жесткостью. Наладка бокового суппорта аналогична описанной наладке верхнего суппорта.
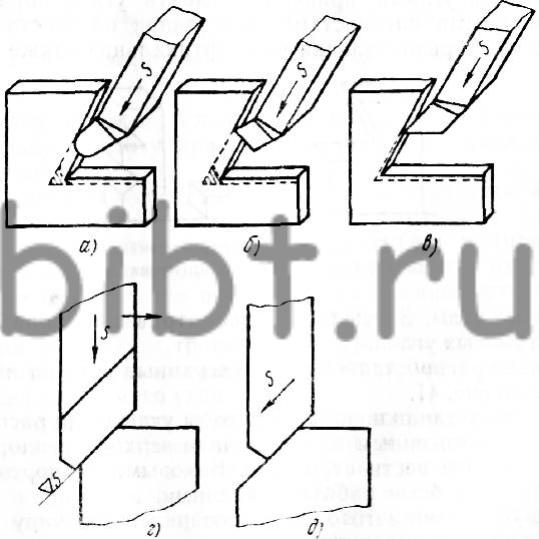
Рис. 40. Резцы для строгания наклонных плоскостей:
а — галтельный, б — проходной, в — подрезной, г, д — широкие; s — направление подачи
Конструкции резцов для чернового строгания наклонных плоскостей (рис. 40, а, б, в) зависят от вида сопряжения наклонной плоскости. Чаще всего применяют галтельные и подрезные, реже проходные и специальные резцы для строгания наклонных плоскостей в пазах типа «ласточкин хвост».
Чистовое строгание можно вести подрезным, а при свободном выходе резца галтельным резцом с малой подачей. При достаточной жесткости системы станок — приспособление — инструмент — заготовка чистовое строгание выполняют широкими резцами. Чистовое строгание широкими и подрезными резцами показано на рис. 40, г, д.
Строгание наклонных плоскостей на продольно-строгальном станке так же, как и на поперечно-строгальном, менее производительно, чем строгание горизонтальных плоскостей, потому что во всех случаях на обработку наклонной плоскости без поворота суппорта тратится меньше времени, чем на обработку с поворотом суппорта.
Наклонную плоскость, сопряженную с другой под углом, не равным 90°, можно обрабатывать, кроме способа поворота суппорта и подачи его по салазкам, еще двумя способами: установкой ее для строгания как горизонтальной и использованием широкого резца, кромка которого установлена под требуемым углом.