
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. СТРОГАНИЕ ДВУХГРАННЫХ УГЛОВ
Двухгранными углами принято называть углы, образованные двумя смежными плоскостями. Наклонная плоскость и сопряженная с ней горизонтальная или вертикальная также образуют двухгранные углы. Здесь будет рассматриваться обработка острых двухгранных углов.
Наиболее распространенные двухгранные углы на заготовках показаны на рис. 41.
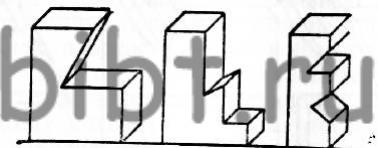
Рис. 41. Наиболее распространенные двухгранные углы на заготовках
Заготовку устанавливают так, чтобы углы были расположены ближе к расположенным на поперечине верхним суппортам, так как ими удобнее вести строгание. Боковыми суппортами пользуются при неудобстве работать верхними.
После установки заготовки и проверки поперечину опускают в крайнее нижнее положение (резец не должен доходить до заготовки на 10—15 мм), поворачивают суппорт на требуемый угол, откидную доску поворачивают до отказа, удаляя верхнюю ее часть от обрабатываемой поверхности, и, закрепив суппорт, приступают к строганию.
Строгание лучше начинать с вертикальной или наклонной стороны сверху вниз, вначале начерно обе поверхности, а потом начисто. На чистовую обработку оставляют припуск 0,5—0,8 мм.
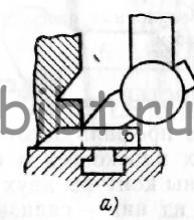
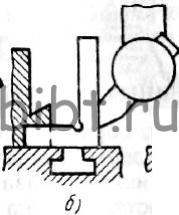
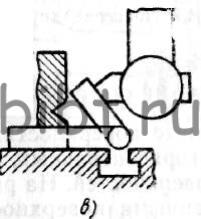
Рис. 42. Установка резца с точно заточенными поверхностями: а — по линейке, б — по угольнику, в — при помощи малки
Черновую обработку ведут галтельным или проходным резцом (см. рис. 40, а, б), а чистовую — подрезным или специальными чистовыми для наклонных плоскостей (см. рис. 40, в, г, д).
Чистовое строгание начинают с дострагивания оставшегося уголка (заштрихован на рис. 40, а, б) от чернового строгания при одновременных вертикальной и горизонтальной подачах вручную или с обработки горизонтальной плоскости. При подходе резца к вершине угла выключают механическую подачу и подают резец вручную. Когда резец дойдет до вершины угла, горизонтальную подачу прекращают, включают наклонную подачу снизу вверх.
При неудобстве работать верхним суппортом углы строгают боковым суппортом.
При строгании углов на небольшую глубину применяют фасонные резцы, отличающиеся от обычных тем, что их грани заточены и доведены точно по углу, для строгания которого этот резец предназначен. Резец устанавливают по одному из режущих лезвий (рис. 42).
Строгают таким резцом по методу врезания, осуществляя горизонтальную и вертикальную подачу до выстрагивания требуемого угла.
Такой резец делают круглым, установка резца в державке позволяет поворачивать его на некоторый угол.
Двухгранные углы, а также наклонные плоскости проверяют шаблонами или угломерами (рис. 43).
Строгание направляющих типа «ласточкин хвост», широко применяемое в станкостроении, по существу состоит из описанных выше приемов, с той лишь разницей, что обработку ведут с большей точностью.
Точность строгания проверяют: расстояние между горизонтальными плоскостями — глубиномером, а угол — угломером или шаблоном (см. рис. 43).
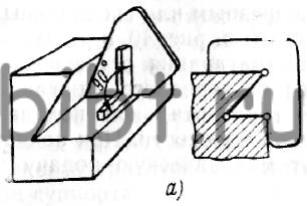
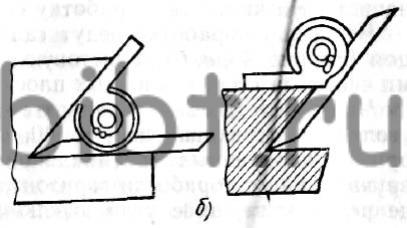
Рис. 43. Проверка двухгранных углов и наклонных плоскостей:
а — шаблоном, б — угломером