
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА ВОСЬМАЯ
ЭЛЕМЕНТАРНЫЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
§ 1. СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ЕГО ЭЛЕМЕНТЫ
На машиностроительных заводах из материалов и полуфабрикатов изготовляют ряд машин путем сложных процессов, в результате которых сырье и материалы превращаются в готовые изделия.
Производственным процессом называют совокупность всех действий, в результате которых материалы и полуфабрикаты превращаются в готовые изделия. К этим действиям относятся получение материалов и полуфабрикатов, контроль их качества, хранение и транспортирование к месту обработки, изготовление поковок, отливок, деталей, термическая обработка, очистка, мойка их; сборка готовых изделий, окраска, упаковка и отправка на склад готовых изделий.
Технологическим процессом называют часть производственного процесса, заключающуюся в непосредственном изменении формы, размеров или свойств обрабатываемой заготовки от момента превращения сырья в заготовку до получения готового изделия.
Нарушение разработанного технологического процесса обработки заготовки может привести к браку.
Составными частями технологического процесса являются операция, установка, переход, прием.
Операцией называется законченная часть технологического процесса обработки, выполняемая на одном рабочем месте над одной или несколькими одновременно обрабатываемыми заготовками одним или группой рабочих до снятия с обработки и перехода к обработке другой заготовки или группы заготовок.
Операция является основной единицей производственного планирования, так как она включает основные условия выполнения работы: рабочее место и рабочую силу, т. е. те факторы, которые лежат в основе планирования.
Обработка прямоугольной заготовки (рис. 52, а) будет состоять из одной операции, если партия будет состоять из одной заготовки. Если партия будет состоять из нескольких заготовок, может возникнуть вопрос: в одну или в несколько операций будет обрабатываться заготовка?
Чтобы внести ясность, рассмотрим последовательность обработки заготовки (рис. 52, б, в, г).
При строгании ее в одну операцию можно последовательно обрабатывать поверхности I, II, III, IV. Такая последовательность обработки возможна при обработке заготовки в тисках, у которых неподвижная губка строго перпендикулярна плоскости стола, а подвижная губка параллельна неподвижной.
При строгании с креплением в тисках, точность губок которых невысокая, поверхности будут обрабатываться в такой последовательности: II, IV, I, III.
В каком бы порядке не обрабатывались поверхности, если заготовка одна и работа выполняется одним рабочим на одном станке, то обработка состоит из одной операции.
Рассмотрим процесс обработки партии таких же прямоугольных заготовок (см. рис. 52). Он будет протекать следующим образом. Вначале будет обработана поверхность II у всех заготовок партии, закрепляемых по одной штуке, потом поверхность IV. В дальнейшем обработку можно вести с закреплением по несколько заготовок (так как у них уже имеются установочные базовые поверхности) и выполнять строгание поверхностей I, потом III.
Относя работу не к отдельной заготовке, а ко всей партии заготовок, можно считать, что она производилась непрерывно и составляла одну операцию, выполненную в несколько установок и переходов.
Установкой называется часть операции, выполняемая при одном закреплении заготовки для обработки.
Переходом называется часть операции, на протяжении которой не меняется ни поверхность обработки, ни режущий инструмент, ни режим работы станка (число двойных ходов, подача).
Замена обрабатываемой поверхности или режима работы станка или инструмента (не считая замены затупившегося или сломавшегося) определяет новый переход.
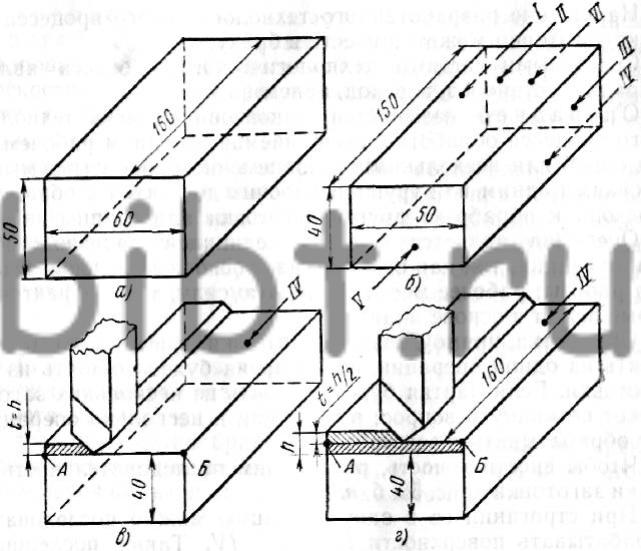
Рис. 52. Схема срезания припуска на обработку: в —заготовка, б - деталь; срезание припуска: в —в один проход, г —в два прохода
При обработке прямоугольника (см. рис. 52) строгание одной плоскости выполняется за один переход. Но если бы поверхности нужно было обрабатывать с большей точностью и чистотой, то потребовалось бы два перехода: первый —черновое строгание, второй — чистовое.
Строгание Т-образного паза (см. рис. 46) состоит из трех переходов.
Переход может состоять из одного или нескольких проходов.
Проходом называется часть перехода, в течение которой снимается один слой металла при неизменности инструмента, поверхности обработки и режима резания.
Возможно совпадение перехода с проходом, выполнение перехода в один проход.
При обработке прямоугольника (см. рис. 52, б) припуск на одну сторону может быть срезан в один проход (см. рис. 52, в), при этом резец переместится от Б до А. Если припуск на обработку большой и не будет срезан в один проход, то после первого прохода резец отводится в исходное положение — в точку Б, устанавливается вновь глубина резания и начинается второй проход (см. рис. 52, г). Число проходов можно определить по формуле i = h/t , (10)
где i — число проходов;
h — припуск на обработку, мм;
t — глубина резания, мм.
Приемом называется законченное действие рабочего при выполнении операции, имеющее частное целевое назначение; например, пустить станок, подвести резец, отвести резец, выключить самоход, возвратить суппорт в исходное положение, остановить станок, промерить деталь и т. д.