
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Установка МДФ-240 для изготовления двухслойных оболочковых форм
Примером автоматической машины специального назначения является установка марки МДФ-240, используемая для изготовления двухслойных оболочковых форм. Установка (рис. 115) представляет собой девятипозиционный автомат карусельного типа, имеющий пневмогидравлический привод. На вращающейся карусели размещается девять модельных плит 4, которые могут поворачиваться вокруг своей оси на 180°. На двух позициях автомата происходит изготовление полуформ, на шести последующих — отверждение их в проходной кольцевой печи 5 и на последней позиции — съем готовой полуформы с модельной плиты.
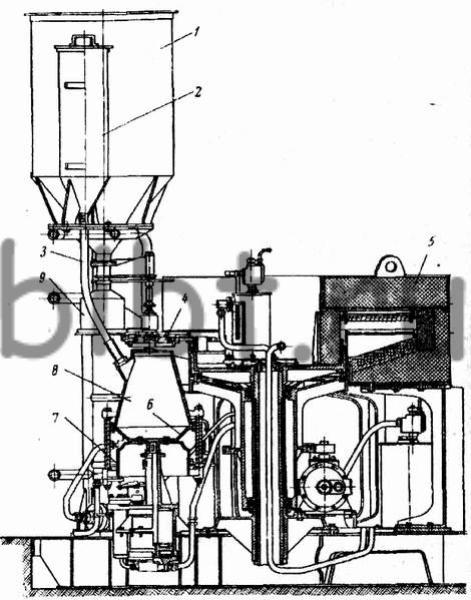
Рис. 115. Установка МДФ-240 для изготовления двухслойных оболочковых форм
На первой позиции происходит формирование облицовочного слоя полуформы. Для этого конусообразный подвижной бункер 8 с облицовочной смесью поднимается вверх до упора с модельной плитой с помощью подпружиненной подставки 7, связанной со штоком поршня гидравлического цилиндра. После упора бункер 8 останавливается, а подпружиненная подставка 7 продолжает подниматься, увлекая за собой резиновое диафрагменное днище 6. Благодаря этому находящаяся в бункере песчано-смоляная смесь плотно прижимается к лицевой поверхности нагретой модельной плиты, формируя облицовочный слой толщиной 1—2 мм. При достижении заданного давления (примерно 4 кгс/см2) шток цилиндра автоматически опускается вниз, увлекая за собой сначала подпружиненную подставку 7 с резиновой диафрагмой 6, а затем и подвижной бункер 8. Когда шток примет исходное положение, из верхнего бункера 2 через трубопровод 3 и специальный дозатор происходит пополнение смеси в подвижном бункере. Карусельный стол машины поворачивается на 40°, и одновременно с помощью копирного устройства поворачивается, на 180° модельная плита вместе с наполнительной рамкой.
На второй позиции происходит засыпка наполнительной рамки песчано-смоляной смесью. Эту операцию выполняют с помощью второго бункера 9, в котором роль дна выполняет особая поворотная плита, позволяющая бункеру 9 перемещаться в сторону модельной плиты. По мере надвигания бункера 9 на модельную плиту из него через специальное отверстие высыпается смесь, которая и заполняет полость рамки поверх облицовочного слоя. Дойдя до упора, бункер начинает двигаться в обратном направлении, срезая своими краями излишек смеси по разъему полуформы.
При отходе бункера 9 вместе с поворотной плитой в исходное положение он автоматически пополняет свой запас наполнительной смеси из бункера 1. Сформированная полуформа вместе с модельной плитой при очередном повороте карусели входит в проходную печь для отверждения. При выходе из проходной печи модельная плита по копиру поворачивается на 180° и с помощью толкательного устройства сталкивается с плиты на устройство, которое выдает готовую полуформу на контрольный стол. При передвижении на первую позицию происходят автоматическая обдувка модельной плиты сжатым воздухом и опрыскивание разделительным составом.На второй позиции происходит засыпка наполнительной рамки песчано-смоляной смесью. Эту операцию выполняют с помощью второго бункера 9, в котором роль дна выполняет особая поворотная плита, позволяющая бункеру 9 перемещаться в сторону модельной плиты.
По мере надвигания бункера 9 на модельную плиту из него через специальное отверстие высыпается смесь, которая и заполняет полость рамки поверх облицовочного слоя. Дойдя до упора, бункер начинает двигаться в обратном направлении, срезая своими краями излишек смеси по разъему полуформы. При отходе бункера 9 вместе с поворотной плитой в исходное положение он автоматически пополняет свой запас наполнительной смеси из бункера 1. Сформированная полуформа вместе с модельной плитой при очередном повороте карусели входит в проходную печь для отверждения. При выходе из проходной печи модельная плита по копиру поворачивается на 180° и с помощью толкательного устройства сталкивается с плиты на устройство, которое выдает готовую полуформу на контрольный стол. При передвижении на первую позицию происходят автоматическая обдувка модельной плиты сжатым воздухом и опрыскивание разделительным составом.
Техническая характеристика автоматической машины марки МДФ-240
Производительность 80—120 полуформ в час
Размер модельной плиты, мм:
диаметр 240
высота 30
Количество модельных плит, шт. 9
Габаритные размеры машины, мм 2750 X 2550 Х1500