
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Шестипозиционная пескострельно-прессовая установка для изготовления стопочных оболочковых форм
В качестве второго примера автоматической машины специального назначения с пескодувным способом нанесения смеси на плиту приводится шестипозиционная карусельная машина конструкции ЗИЛ для изготовления прессованных форм применительно к стопочной заливке. Машина может работать по автоматическому замкнутому циклу и изготовлять не только формы для стопочной заливки, но и фигурные оболочки в случае использования контурной модельной плиты из сухой или из сырой песчано-смоляной смеси.
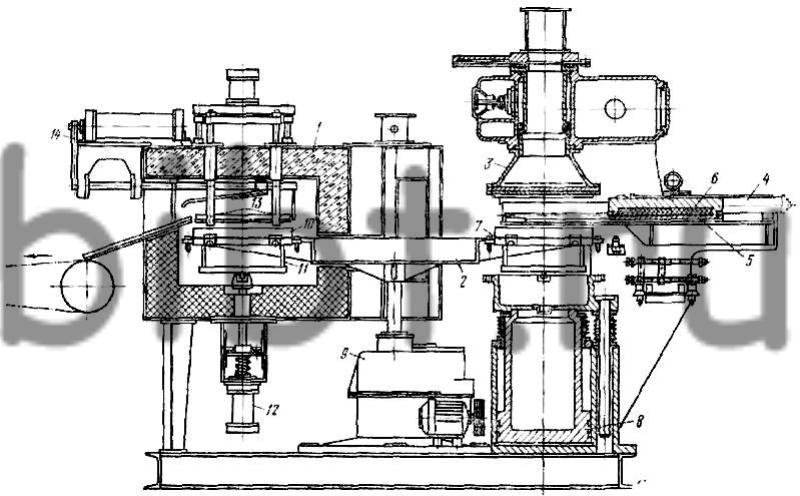
Рис. 116. Шестипозиционная пескострельно-прессовая установка для изготовления стопочных оболочковых форм
Из кинематической схемы машины (рис. 116) видно, что модельные плиты 7 свободно устанавливаются на поворотном столе 2, размещенном в проходной электропечи 1. Поворотный стол вместе с модельными плитами периодически поворачивается на 60° электроприводом с мальтийским крестом 9. Из шести модельных плит четыре находятся в электропечи, а две — вне ее.
На первой позиции происходит установка модельных плит на поворотный стол и периодическое нанесение разделителя на них. При перемещении плиты на вторую позицию она располагается под пескострельной головкой 3, в которой находится плакированная песчано-смоляная смесь. Модельная плита 7 пневматическим цилиндром 8 поджимается к пескострельной головке, и производится надув смеси на плиту. Затем модельная плита опускается вниз, и в пространство между головкой пескострельной машины и верхней плоскостью плиты вводится с помощью пневматического цилиндра 4 прессовая плита 5, нагретая встроенными нагревателями 6 до температуры 250—280° С.
При поджиме пневматическим цилиндром 8 модельной плиты 7 к прессовой плите 5 происходит с усилием до 6 кгс/см2 дополнительное прессование песчано-смоляной смеси, улучшающее четкость отпечатка формы и увеличивающее прочность ее. Продолжительность операции прессования зависит от толщины формы и колеблется в пределах от 15 до 45 с. После операции прессования модельная плита опускается и при очередном повороте стола подается в электропечь для отверждения формы. На третьей, четвертой и пятой позициях в печи происходит отверждение формы, а затем автоматический съем ее на шестой позиции. Съем формы 10 осуществляется толкательной системой 11 оснастки и пневматическим цилиндром 12. Снятая с модельной плиты форма автоматически захватывается устройством 13 и поднимается к своду печи. При очередном повороте стола отвержденная форма с помощью пневматического толкателя 14 выдается на конвейер.
При изготовлении фигурных оболочек к пескострельной головке прикрепляют контрплиту, копирующую форму основной модельной плиты. В этом случае фигурную оболочку формируют, надувая песчано-смоляную смесь в зазор между плитами. После формирования модельная плита помещается в печь для отверждения оболочки.
Техническая характеристика автоматической шестипозиционной машины конструкции ЗИЛ
Производительность. 60—100 полуформ в час
Размеры модельной плиты, мм 450X550
Количество модельных плит, шт. 6
Габаритные размеры, мм 3740 X 3322 Х2577