
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 73. Машины для изготовления оболочковых форм и стержней из сырой песчано-смоляной смеси.
Стержневая машина модели 4544 для изготовления оболочковых цилиндрических стержней из сырой песчано-смоляной смеси.
Для изготовления оболочковых форм и стержней из сырой смеси применяют однопозиционные и многопозиционные машины. Все применяемое оборудование основано на пескодувно-пескострельном способе формовки.
Оборудование для изготовления форм и стержней помимо пескострельной машины включает в себя устройство для нагрева модельной оснастки, аппаратуру, обеспечивающую нагрев ящиков до заданной температуры и поддержание ее в заданных пределах, и устройство для разъема модельной оснастки и извлечения готовой полуформы или стержня из нее.
В качестве примера приводится полуавтомат модели 4544 конструкции НИИТАвтопрома.
Машина предназначена для изготовления оболочковых цилиндрических стержней. Все механизмы машины (рис. 121) смонтированы на станине, состоящей из основания 1, двух боковых стоек 2 и траверсы. В нише жесткого основания 1 смонтирован цилиндр 3 подъема модельной оснастки и протяжки готовых стержней. На верхней части основания закреплены боковые несущие стопки 2 и стол 4, соединенный со штоком цилиндра 3. На столе 4 монтируют стержневой ящик 5 с цилиндрами 6 разборки и выдвижную каретку 7 выдачи готовых стержней. Ящик имеет вертикальный разъем и состоит из двух половинок 5 и вставок 8. Половинки стержневого ящика имеют встроенный электрический нагрев.
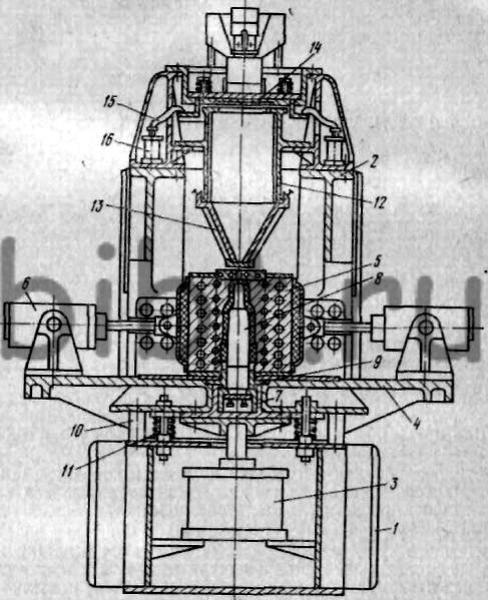
Рис 121. Стержневая машина модели 4544
Вставка 8, образующая внутреннюю полость в стержне, монтируется на каретку 7, помещенную в центральный паз стола 4. Количество вставок соответствует количеству гнезд стержней. Обогреваются вставки трубчатыми электронагревателями. Выдвижная каретка 7 связана со штоком цилиндра 3 протяжки-поджима. На нижние части вставок 8 надета протяжная плита 9, которая может перемещаться вместе со вставками 8 в горизонтальной плоскости. Подвижная каретка 7 связана со специальным гидроцилнндром, который перемещает ее в горизонтальной плоскости на рабочего для съема стержней и обратно.
Для протяжки стержней после окончания надува давление в полости цилиндра 3 сбрасывается и стол 4 под собственной тяжестью опускается на упоры 10. Вставки и соединенные с ними щиток и поршень цилиндра 3 удерживаются пружинами 11 в исходном положении. После отверждения стержня и перемещения подвижных половинок ящика в крайнее положение воздух подается в штоковую полость цилиндра 3 и при перемещении поршня за счет сжатия пружин осуществляется протяжка вставок со стержней, упирающихся в протяжную плиту 9.
К несущим стойкам крепится массивная литая траверса, на которую монтируется пескострельная головка 12 и ресивер. К нижним фланцам головки крепится быстросменный водоохлаждаемый насадок 13 с надувной плитой. Верхняя часть головки закрывается шибером 14, который во время надува прижимается к корпусу головки 12 с помощью двух рычагов 15 и двух пневмоцилиндров 16, Рядом с полуавтоматом устанавливается станция управления.
Работа на машине состоит из следующих операций. После предварительного разогрева стержневого ящика и заполнения пескострельной головки смесью нажимают кнопку «Пуск» и стержневой ящик прижимается к насадку 13. Происходит надув смеси, и стол опускается в исходное положение. По истечении времени, необходимого для отверждения стержня, автоматически подается команда на раскрытие ящика, при этом стержни остаются на вставках выдвижной каретки. Затем с помощью цилиндра поджима происходит протяжка вставок со стержней, и каретка вместе со стержнями перемещается вперед для съема стержней. Оператор снимает стержни со вставок и нажатием пусковой кнопки включает машину на следующий цикл.
Техническая характеристика машины
Производительность до 25 съемов в час
Количество стержневых ящиков, шт 1
высота 400
ширина 440
толщина 200
Габаритные размеры машины, мм 1860X1310Х2600