
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Установка модели 2БН83 для изготовления оболочковых стержней из сырых смесей.
Способ подвода тепла к стержню влияет на скорость его отверждения. Наибольшее значение скорость отверждения приобретает при комбинированном подводе тепла к стержню за счет теплопроводности и конвекции. В первом случае стержень нагревается при контакте с нагретыми стенками модельной оснастки, а во втором — за счет продувки горячим воздухом через центральную его часть с помощью специальной пустотелой вставки. Такой комбинированный подвод тепла позволяет ускорить процесс отверждения стержней и позволяет использовать более дешевые связующие.
Заводами «Красная Пресня», ВНИИЛитмаш и ЗИЛ разработана специальная установка модели 2БН83 для изготовления оболочковых стержней из сырых смесей.
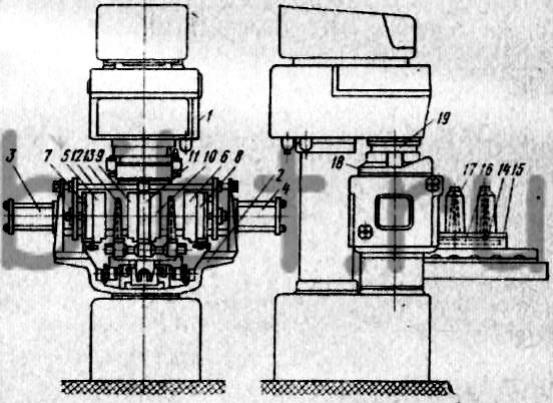
Рис. 122. Стержневая машина модели 2БН83
Установка (рис. 122) состоит из пескострельной машины 1, на специальном столе 2 которой установлены пневматические цилиндры 3 и 4 для разъема модельной оснастки, половинок стержневых ящиков 5 и 6, закрепленных на подвижных нагревательных плитах 7 и 8, половинок ящиков 9 и 10, закрепленных на центральной неподвижной нагревательной плите 11, калориферного устройства для продувки стержней горячим воздухом и устройства для автоматического извлечения готовых стержней из ящика и выдача их на позиции съема.
Устройство для продувки стержней горячим воздухом состоит из электрокалорифера и системы трубопроводов, соединяющих калорифер с металлическими пустотелыми вставками.
Подвижные и неподвижные половинки стержневого ящика нагреваются при контакте с нагревательными плитами за счет встроенных в них электрических нагревателей патронного типа. Фиксирование половинок ящиков при открывании и закрывании осуществляется направляющими колонками 12.
В конструкцию модельной оснастки входят сменные пустотелые вставки 13, закрепленные на специальной планке 14 и подвижной каретке 15. В верхней части каретки имеется канал 16 для подачи горячего воздуха. Канал сообщается со щелевыми отверстиями, предусмотренными во вставках.
При надуве смеси в ящик в нем формируется пустотелый стержень 17, который в момент отверждения получает тепло от стенок ящика и одновременно через центральную его часть продувается горячим воздухом. После отверждения подача горячего воздуха прекращается, вставка протягивается на 3 мм и тем самым отрывается от стержня. Затем стержневой ящик раскрывается, при этом стержень отрывается от неподвижной половинки стержневого ящика и движется вместе с подвижной половинкой на вставке за счет специально предусмотренной сжатой пружины. Затем стержень отрывается от подвижной половинки ящика, которая продолжает двигаться некоторое время вперед, освобождая каретку. После этого каретка вместе со стержнем (или стержнями) движется вперед на позицию удаления готовых стержней.
Работа полуавтоматической установки 2БН83 начинается с операции нагрева стержневых ящиков. Температура нагрева оснастки контролируется и регулируется автоматически. Затем ящик поджимается вместе со столом 2 к водоохлаждаемой надувной плите 18 пескострельной головки 19. Надув смеси в ящик осуществляется через специальные щелевые отверстия.
После надува стол 2 опускается вниз вместе с модельной оснасткой, при этом автоматически включается продувка стержня горячим воздухом. Продолжительность отверждения стержня в горячем ящике зависит от толщины стенки стержня и рода связующего.
После отверждения по команде от реле времени прекращается подача горячего воздуха в стержень, происходит протяжка вставок, а затем стержневые ящики раскрываются и автоматически извлеченный стержень выдается вперед для съема оператором вставок. Затем ящики очищаются сжатым воздухом, спариваются, и цикл повторяется.
Управление установкой на пооперационном и полуавтоматическом режимах осуществляется одним рабочим со специального пульта управления. Установка 2БН83 может работать одновременно на двух стержневых ящиках с вертикальным разъемом и толщиной по 100 мм или па одном ящике с вертикальным разъемом и толщиной до 250 мм.
Техническая характеристика машины 2БН83
Производительность до 50 съемов в час
Размеры стержневых ящиков:
высота 400
ширина 400
толщина 100 или 250
Габаритные размеры машины, мм 1840Х1510Х2200