
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА IX
ЗАЛИВКА, ВЫБИВКА ОБОЛОЧКОВЫХ ФОРМ И ОЧИСТКА ОТЛИВОК
§ 84. Заливка форм.
Небольшие по весу отливки (общая металлоемкость формы до 10 кг) можно получать в оболочковых формах без упрочнения, путем заливки их в горизонтальном положении на конвейере или на плану. Для удобства установки таких форм из площадки конвейера насыпают сухой песок или горелую формовочную смесь.
Более крупные по металлоемкости формы упрочняют перед заливкой путем засыпки их в специальных контейнерах сухим песком или чугунной дробью. Упрочненные формы можно заливать как в горизонтальном, так и в вертикальном положении. При таком способе заливки формы способны выдерживать большое металлостатическое давление и обеспечивают высокую размерную точность отливок, однако при этом усложняется процесс заливки.
Собранные в стопку формы заливают как на плацу, так и на конвейерах напольного типа с движущимися тележками.
Заливка форм производится обычными средствами, принятыми для земляных форм в литейных цехах. В случае мелкого развеса чугунных отливок заливку оболочковых форм удобно производить из небольшого чайникового ковша. Сталь лучше заливать из барабанных ковшей (рис. 145).
Рис. 145. Заливка стопочных форм сталью на конвейере из барабанного ковша
Заполнение форм металлом необходимо производить быстро через рассредоточенную литниковую систему, но допуская местных разогревов формы, при этом температура заливаемого металла может быть на 20—40° С ниже принятой для заливки обычных земляных форм.
Для получения сложных отливок весом от нескольких граммов до 10 кг, требующих повышенной жидкотекучести металла, продолжительного питания и четкости контуров, используют центробежный способ заливки. В этом случае изготавливают стопочные формы, у которых литейные полости расположены симметрично относительно центрального стояка. Такие формы собирают в стопку и устанавливают в зажимное приспособление центробежной машины с вертикальной или горизонтальной осью вращения (рис. 146).
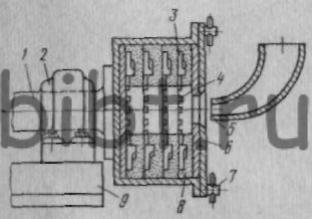
Рис. 146. Машина для центробежной заливки с горизонтальной осью вращения:
1 —приводной вал, 2— опорный подшипник, 3—полости формы, 4 — питатели, 5— литниковая воронка, 6 — зажимная плита, 7 — зажимные болты, 8 — форма, 9— рама
Окружная скорость вращения при центробежной заливке должна быть значительно меньше, чем при центробежном литье.
Это объясняется низкой прочностью отдельных участков оболочковой формы и тем, что по разъему форм в стопке имеются небольшие зазоры, через которые может прорываться металл. Для заливки оболочковых форм окружная скорость поддерживается в пределах 76—183 м/мин. Центробежную заливку оболочковых форм применяют для получения сложных отливок из стали, легированных чугунов, медных и алюминиевых сплавов.