
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Холодное волочение.
Прокаткой можно получить только сравнительно толстую проволоку с большими допусками по размерам. Тонкую проволоку, точную по размерам, получают последовательным протаскиванием горячекатаной проволоки (подката) через фильер на специальных волочильных станах.
Подкат перед волочением отжигают и подвергают травлению в растворе серной кислоты с последующей нейтрализацией. После этого заходный конец проволоки обжимают на специальных валках, протаскивают через фильер и захватывают клещами барабана, который вращаясь, тянет проволоку через фильер и обжимает ее на меньший диаметр. Обжатие выбирается такое, чтобы усилие волочения было меньше разрывающего проволоку. Для изготовления деталей на автоматах требуется штанговый металл точных размеров. Такой металл получают волочением.
Принцип волочения штангового металла тот же, что и волочения проволоки (рис. 12).
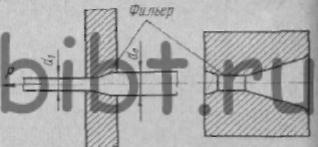
Рис. 12. Схема волочения
После волочения штанговый металл необходимо править. Правку осуществляют на роликоправильных станах различной конструкции и на прессах.