
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Горячая штамповка.
Горячая штамповка является одним из распространенных видов обработки металла давлением. При горячей штамповке для придания заготовке требуемой формы пользуются штампом, имеющим полость, конфигурация которой соответствует форме изготовляемой детали. Горячая штамповка по сравнению со свободной ковкой имеет следующие преимущества: высокую производительность, однородность и точность получаемых поковок.
Горячую штамповку применяют для массового и крупносерийного производства, требуя для каждого изделия отдельного штампа, на изготовление которого затрачиваются значительное время и денежные средства.
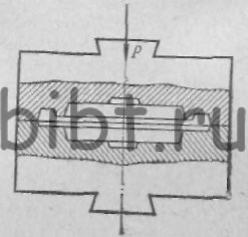
Рис. 20. Штамп
Штамп (рис. 20) состоит из двух половин: верхней, закрепляемой при помощи клиньев в бабе молота, или подвижной части пресса и нижней, устанавливаемой в штамподержателе, соединенном с шаботом молота, или неподвижной части пресса. В обеих половинах штампа выполнены ручьи, образующие при соприкосновении этих половин полость с очертанием, соответствующим конфигурации формы штампуемого изделия.
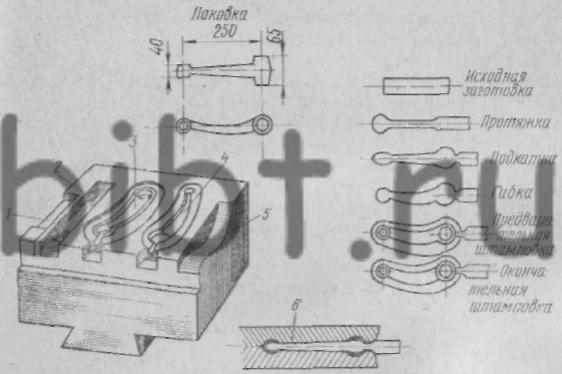
Рис. 21. Многоручьевой штамп:
1—протяжной ручей. 2— подкатной ручей. 3 — окончательный ручей, 4 — предварительный ручей, 5 — гибочный ручей. 6—профиль подкатного
Для поковок сложной конфигурации применяют многоручьевые штампы (рис. 21). Штамп в работе испытывает большие ударные нагрузки, поэтому его изготовляют из хорошо прокованной высоколегированной стали и подвергают термической обработке. Штампы с глубокими ручьями смазывают мазутом. При сгорании во время штамповки мазут образует газы, расширение которых при нагреве за счет, тепла поковки облегчает удаление готовой поковки из окончательного ручья штампа. Одновременно с этим смазка штампов уменьшает их «разгар», который образуется в виде мелких трещин от многократного нагрева и охлаждения верхнего слоя металла штампа.
При нагреве заготовок под штамповку па них образуется окалина, которая во время штамповки отделяется от заготовок ручья и попадает в полость штампов. Чтобы не заштамповать окалину в поковку, ее выдувают из полости штампа струей воздуха под давлением 6 ат. При штамповке в месте разъема штампов на поковках образуются заусенцы (облой), которые обрезаются на специальных обрезных штампах. На поковках из легированной и высокоуглеродистой стали обрезка облоя должна производиться на горячих поковках непосредственно после ковки. При обрезке облоя на холодных поковках по месту разъема могут возникнуть трещины.
Нагрев заготовок под штамповку производят в угольных, нефтяных, газовых и электрических печах. Во всех случаях стремятся нагревать заготовки без образования окалины (без окисления поверхности).
За последнее время на ряде передовых заводов для нагрева заготовок под штамповку применяют высокочастотные установки. Их применение ускоряет нагрев заготовок, устраняет повышеннное окисление поверхности, делает возможной автоматизацию процесса нагрева и совершенно исключает пережог.