
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 38. Специальные виды литья. Кокильное литье.
В литейном производстве применяют способы изготовления отливок, известные под общим названием специальные виды литья.
Кокильное литье. Кокилем называют металлическую форму, изготовленную из чугуна или стали. Такую форму применяют для получения мелких и средних отливок многократно.
В процессе изготовления отливок в кокилях входят следующие операции: подготовка формы (очистка, нагрев, нанесение краски), сборка формы (установка стержней и закрепление частей формы), заливка формы металлом из ковша, раскрытие формы, извлечение отливок, обрубка, очистка и термическая обработка их.
В кокильной форме можно изготовить несколько тысяч отливок из алюминиевых, магниевых сплавов, из чугуна и стали. Кокили могут быть неразъемные, или вытряхные, с вертикальной плоскостью разъема, с комбинированной плоскостью разъема, стопочные (рис. 42).
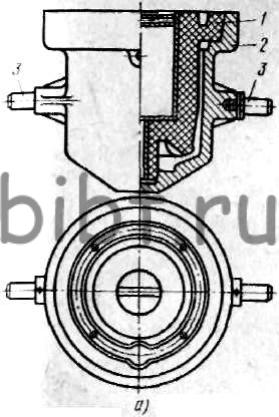
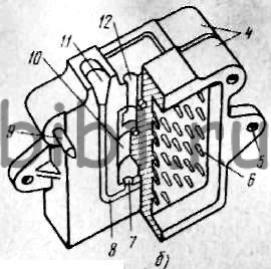
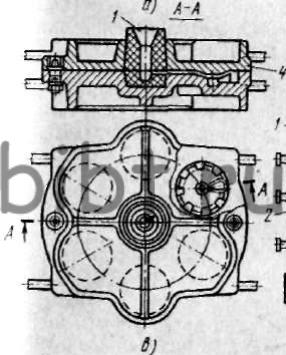
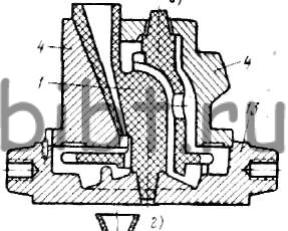
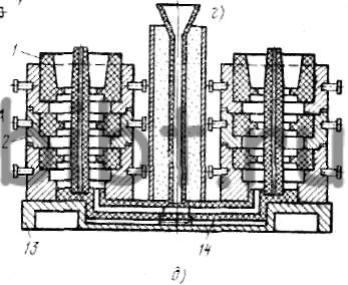
Рис. 42. Кокили:
1 - стержень, 2 — кокиль, 3 — поворотные цапфы, 4 — половины кокилей, 5 —ушки для крепления кокиля в машине, 6 - охлаждающие пальцы, 7-питатель, 8-литниковый ход, 9-штыри, 10-полость формы, 11-заливочная воронка, 12-выпор, 13—поддон, 14 — песчаная засыпка
В массовом и серийном производстве применяют кокильные станки и машины, у которых механизированы открывание и закрывание формы, выталкивание отливок, установка и удаление металлических стержней.
Сочетая способы литья в оболочковые формы и кокили, можно получить комбинированную форму — облицованный кокиль.
Технологический процесс получения такой формы включает покрытие нагретой половины кокиля нагретой модельной контр-плитой. Образованный между кокилем и контрплитой замкнутый контур заполняют с помощью пескострельной головки плакированной песчано-смоляной смесью. Под действием двустороннего нагрева облицовочный слой песчано-смоляной смеси отверждается. После удаления модельной контрплиты получают полуформу, состоящую из кокиля и приставшей к нему песчано-смоляной облицовки толщиной 3,5—5 мм. Точно также получают и вторую полуформу. После заливки жидкого металла в собранную форму синтетическое связующее выгорает, облицовка теряет прочность и удаляется с поверхности кокиля, последний вновь покрывают облицовкой.
Песчано-смоляная облицовка позволяет увеличить во много раз стойкость кокиля и снизить его стоимость, так как рабочие поверхности, кроме плоскости разъема, не требуют механической обработки.
По сравнению с литьем в оболочковые формы этот способ дает более высокую размерную и геометрическую точность отливок, сокращает расход песчано-смоляной смеси.