
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье под давлением.
При этом способе литья расплав, запрессовывается под высоким давлением в стальную разъемную форму (пресс-форму). Такой метод заливки пресс-формы обусловливает быструю и хорошую заполняемость ее сплавом, большую точность и малую шероховатость поверхности получаемых отливок, которые после зачистки и небольших доводочных операций идут непосредственно на сборку.
Весь технологический процесс получения отливок под давлением осуществляют на специальных машинах. На рис. 43 представлена схема литья под давлением и последовательность операций на машине для литья под давлением с холодной камерой прессования. Пресс-форма, состоящая из подвижной и неподвижной частей, закрепляется соответственно на подвижной и неподвижной плитах специальной машины.
Процесс литья начинается с подогрева пресс-формы, для чего в нее несколько раз заливают металл, а полученные отливки затем переплавляют, так как они имеют дефекты. Подогретую пресс-форму смазывают специальной смазкой, а затем включают гидравлический привод, соединяющий подвижную и неподвижную половины пресс-формы между собой.
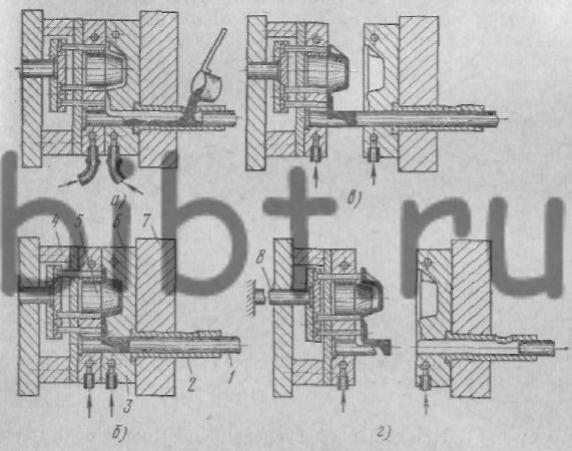
Рис. 43. Схема процесса литья под давлением:
1 — прессующий поршень, 2 — стакан, 3 — рабочая полость пресс-формы, 4 — толкатели, 5 — стержни, 6 — матрица, 7 — неподвижная плита, 8 — упор
В прессовый стакан ложкой заливают жидкий металл (рис. 43, а), включают механизм запрессовки и поршень (рис. 43, б) вытесняет жидкий металл в полость формы. После заливки металл выдерживается в форме несколько секунд, затем пресс-форма раскрывается (рис. 43, в) и отливка выталкивается из пресс-формы (рис. 43, г).