
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье по выплавляемым моделям. Сущность процесса литья по выплавляемым моделям.
Методом литья по выплавляемым моделям изготовляют отливки массой от нескольких граммов до нескольких десятков килограммов (корпуса и детали приборов, лопатки газовых турбин, арматуру, режущий и хирургический инструмент, мелкие автодетали, детали фотоаппаратов, киноаппаратов, швейных и текстильных машин, а также художественное литье). Отливки, полученные этим способом, имеют высокую точность и хорошую чистоту поверхности, позволяющие использовать их без механической обработки.
Сущность процесса литья по выплавляемым моделям состоит в следующем. Из легкоплавкого модельного состава (парафина и стеарина) в пресс-формах изготовляют модели деталей и литниковой системы. Для этого расплавленную композицию парафина и стеарина запрессовывают под давлением 2—3 ат в металлическую, а в отдельных случаях в гипсовую разъемную пресс-форму. Легкоплавкие модели собирают в блоки, для чего их пайкой соединяют с литниковой системой (рис. 45, а).
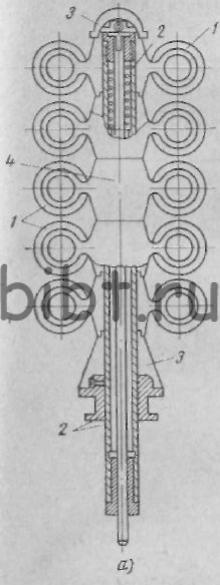
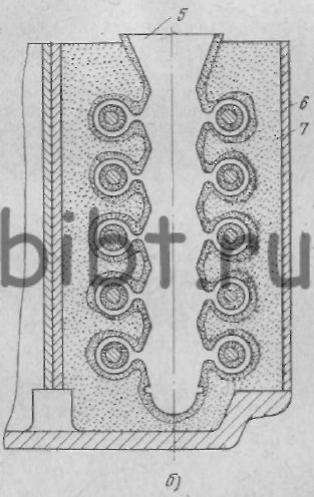
Рис. 45. Подготовка литейной формы:
а — модельный комплект, б — неразъемная литейная форма; 1 — модель отливки, 2— металлическая опока, 3—модель стояка, 4— элемент стояка, 5 — керамическая оболочка, 6 — опока, 7 — песчаная засыпка
На собранный блок наносят методом окунания суспензию — жидкое облицовочное покрытие, состоящее из огнеупорной основы (пылевидного кварца) и связующего раствора (этилсиликата, жидкого стекла). Каждый слой суспензии обсыпают сухим песком и просушивают, вследствие чего на модели образуется оболочка формы толщиной 2,5—3,0 мм. Далее следует выплавление моделей из формы, для чего блок загружают (литниковой воронкой вниз) в термошкаф с температурой 120—150° С или опускают в горячую воду с температурой 90° С.
После выплавления моделей форму помещают в опоку и засыпают сухим кварцевым песком (рис. 45, б). Подготовленная таким образом форма помещается в электрическую печь, нагретую до температуры 850—900° С, для выжигания остатков парафино-стеариновой смеси и прокаливания ее. Продолжительность прокаливания 3—4 ч. Далее производится заливка формы металлом, выбивка отливок из опок, отделение их от литниковой системы, освобождение отливок из остатков формы, термическая обработка и окончательная очистка отливок.
Способ литья по выплавляемым моделям дает возможность изготовлять разнообразные, отливки из углеродистых и легированных сталей, чугуна, цветных сплавов, а также сплавов, не поддающихся механической обработке.
Если к этилсиликатной суспензии, используемой при литье по выплавляемым моделям, добавить водный раствор щелочи, то суспензия через некоторое время затвердеет. Эта особенность этилсиликатной суспензии положена в основу изготовления разъемных керамических форм.
Технологический процесс получения отливок в разъемные керамические формы включает операции: заливку в установленную на модельную плиту разъемную опоку готовой суспензии; отверждение формы в течение нескольких секунд за счет образования геля; извлечение модели из достаточно эластичной полуформы; установку полуформы на металлическую плиту и поджигание спирта на ее поверхности; прокаливание полуформы в электрической печи при 1000—1100° С в течение 4—12 ч. Аналогично получают вторую полуформу, затем полуформы собирают и заливают жидким металлом.
Литьем в керамические формы изготавливают отливки из различных сплавов массой от нескольких граммов до нескольких тонн. Этим способом можно получать технологическую оснастку без дальнейшей механической обработки рабочего профиля: штампы, кокили, стержневую и формовочную оснастку и пресс-формы.
Контрольные вопросы
1. Изложите схему технологического процесса производства отливок в песчаные формы.
2. Какие виды модельной оснастки применяются в литейном производстве?
3. Расскажите о способах изготовления литейных форм и стержней.
4. Назовите типы литниковой системы и укажите назначение отдельных элементов ее.
5. Расскажите об основных типах плавильных печей, используемых в литейном производстве.
6. Какие ковши применяются в литейном производстве?
7. Как производится заливка литейных форм?
8. Каким образом выбивают литейные формы?
9. Какие операции проходят отливки в обрубно-очистных отделениях?
10. Приведите краткие сведения о специальных видах литья.