
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 39. Элементы механизации процессов приготовления и раздачи формовочных и стержневых смесей
Процесс приготовления и раздачи формовочных и стержневых смесей состоит из различных технологических операций, требующих для своего осуществления самого разнообразного технологического и транспортного оборудования. Современная центральная землеприготовительная система вместе с линией доставки свежих формовочных материалов и горелой земли и линий раздачи готовой формовочной смеси по расходным бункерам представляет собой замкнутую систему (рис. 46). Ручное обслуживание требуется только при распределении смеси по расходным бункерам и при изготовлении смеси на смесителях периодического действия, где необходимы дозировка и разгрузка замесов по заданному циклу работы.
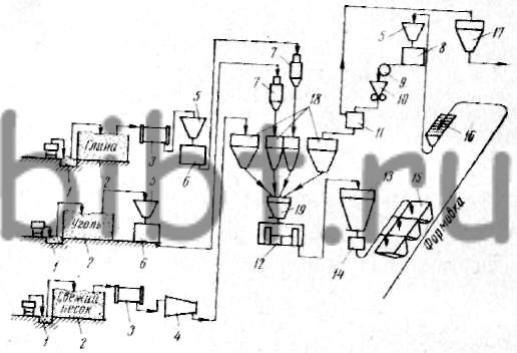
Рис. 46. Принципиальная схема процесса приготовления формовочных и стержневых смесей: 1 — приемное устройство, 2 — бункер. 3 — барабанное сушило, 4— сито, 5 — промежуточный бункер, 6 — мельница, 7 — циклон, 5—молотковая дробилка, 9 — электромагнитный сепаратор, 10 — вальцовая дробилка, 11 — сепаратор, 12 — смешивающие бегуны, 13—бункер-отстойник, 14 — аэратор (для разрыхления смеси), 15—расходные бункера, 16 — выбивная решетка, 17 — бункер отходов, 18 — промежуточные бункера, 19 — дозатор
В современных литейных цехах работа этих узлов также автоматизирована. Для смешивания формовочных и стержневых смесей в этих цехах применяют бегуны маятникового типа, которые обеспечивают высокое качество формовочной смеси и большую производительность.
Автоматическое управление комплексом операций, выполняемых при изготовлении формовочной смеси, должно быть связано также с контролем технологического процесса и возможно при наличии соответствующих приборов, которые автоматически контролируют исходную влажность горелой земли, регулируют подачу воды в бегуны и проверяют влажность готовой смеси на ленточном транспортере. Регулирование загрузки бункеров над формовочными машинами и бегунами осуществляется автоматически плужками-сбрасывателями. Такое управление исключает надобность в постоянном наблюдении за наличием необходимого запаса материалов в бункерах со стороны обслуживающего персонала. Управление плужками-сбрасывателями 2 (рис. 47) осуществляется по определенному уровню смеси в бункере 5, устанавливаемому маятниковым указателем-лопаткой 4, которая воздействует на конечный выключатель 6.
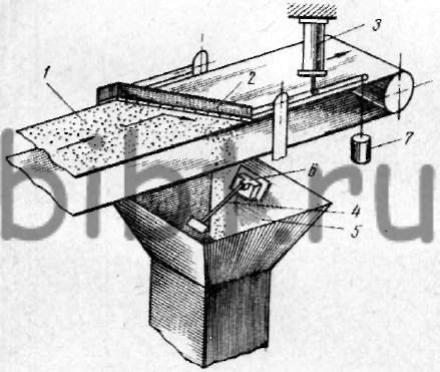
Рис. 47. Автоматическое управление плужками-сбрасывателями
При замыкании контактов конечного выключателя включается силовой электромагнит 3, усилие которого через рычаг передается на плужковый сбрасыватель 2. Под действием усилия электромагнита сбрасыватель опускается на ленту 1 и смесь поступает в бункер до тех пор, пока отклонившаяся под давлением смеси указатель-лопатка не разомкнет контакты конечного выключателя 6 и не обесточит электромагнит 3. После обесточивания электромагнита плужок под действием груза 7 поднимается и смесь проходит мимо бункера.
Кроме смешивающих бегунов, смесеприготовительные отделения литейных цехов оборудуют питателями, дозаторами, магнитными сепараторами, аэраторами и другими механизмами.