
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 40. Механизация и автоматизация формовочных и стержневых работ
В СССР создано много
конструкций высокопроизводительных автоматических формовочных машин,
которые подразделяют на однопозиционные проходные и многопозиционные
карусельные. Примером машин первого типа могут служить новые
конструкции автоматических формовочных машин, работающих, по принципу
прессования с высоким давлением. Отливки, получаемые в формах,
изготовляемых на прессовых формовочных машинах, отличаются высокой
точностью. Одной из таких машин является формовочный пресс-автомат
конструкции НИИТракторосельхозмаша. Такие формовочные машины работают
на формовочных автоматических линиях в паре (для нижней и верхней
полуформы). Прессование полуформ осуществляется рычажно-прессовым
механизмом, действующим от пневматического цилиндра.
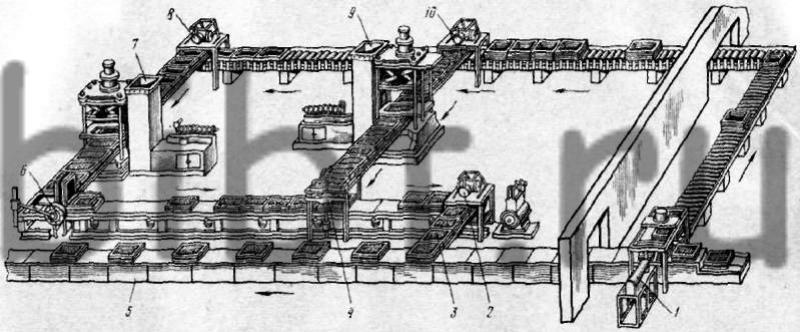
Рис. 48. Автоматическая формовочная линия с проходными прессующими автоматами:
1 — толкатель, 2 —сталкиватель форм на конвейер, 3 — литейная форма, 4 — спариватель полуформ, 5—конвейер, 6— автомат для изготовления нижних полуформ, 7, 9 — автомат для изготовления верхних полуформ, 8 — пневморычажный сталкиватель, 10 — распоровщик опок с пневморычажыым сталкнвателем
На рис. 48 изображена автоматическая линия с проходными однопозиционными формовочными прессующими автоматами, работающими на заводе Ростсельмаш. Характеристика линии — размер опок 600x600x120 мм; маоса отливок 0,1—25 кг; средняя металлоемкость формы 15,6 кг. Производительность линии (расчетная) — 360 форм в час. Давление прессования до 40 кгс/см2.
Линия состоит из трех независимо работающих участков: формовки верхних и нижних полуформ, сборки и установки форм на литейный конвейер. Все они соединены при помощи транспортных приводных рольгангов — накопителей. Каждый участок смонтирован из отдельных агрегатов с единой системой управления.
Участок формовки верхних полуформ состоит из прессового формовочного автомата с пневморычажным механизмом, распоровщика опок и спаривания полуформ.
Участок формовки нижних полуформ состоит из аналогичного прессового формовочного автомата, сталкивателя опок, механизма продольного сталкивания и кантователя, механизма срезания напуска смеси, находящегося под рольгангом. Участок установки форм на литейный конвейер состоит из механизма поперечного сталкивания роликового склиза. Каждый участок снабжен системой пневматического и электрического управления.
Собранные под заливку металлом формы накрывают грузами или скрепляют скобами во избежание подъема верхней полуформы заливаемым металлом. В современных литейных цехах эти трудоемкие операции механизированы.
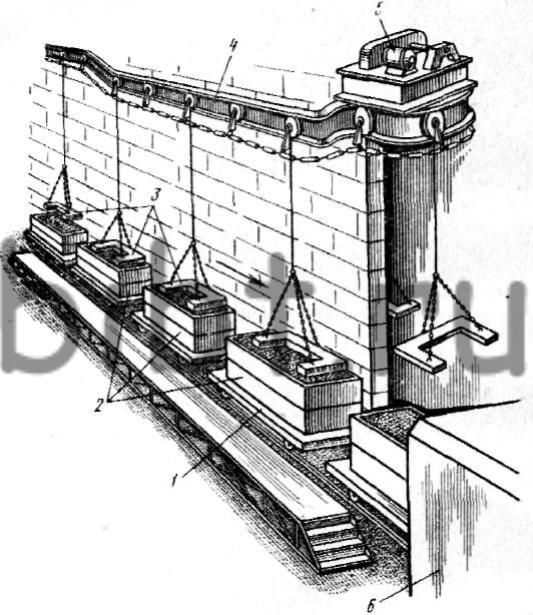
Рис. 49. Механизированное накладывание грузов на литейные формы
Механизированные установки по накладыванию грузов на формы выполняются в виде замкнутого цепного конвейера, подвешенного над сборочно-заливочной ветвью литейного конвейера 1 (рис. 49). Подвесной конвейер имеет самостоятельный привод 5, и скорость его движения совпадает со скоростью движения литейного конвейера. По монорельсу 4 подвесного конвейера свободно катятся увлекаемые цепью подвешенные грузы 3. В месте накладывания грузов на формы монорельс снижается, и грузы ложатся на формы 2. Перед охладительной камерой 6 монорельс имеет подъем и несколько отводится в сторону. Подошедшие к этому месту грузы автоматически поднимаются с форм и также отводятся в сторону.
В литейных цехах около половины общего объема трудоемкости формовочных и стержневых работ занимают работы, связанные с изготовлением стержней.
Самой трудоемкой операцией при изготовлении стержней является набивка их. Для механизации этой операции применяют различные стержневые машины. Однако преимущества использования машины для набивки стержней уменьшаются из-за большого объема ручных работ по выполнению следующих вспомогательных операций: транспортировки, постановки и снятия стержневых ящиков, их поворачивания и разъема, извлечения стержней из ящиков и т. п. Трудоемкость вспомогательных операций во много раз превышает операции набивки стержней.
Поэтому комплексная механизация и автоматизация стержневых работ должна предусматривать использование стержневых машин в сочетании с подъемными, поворотными и вытяжными установками, механизирующими трудоемкие вспомогательные операции.
В настоящее время создан ряд новых конструкций универсальных и специальных пескодувных автоматических стержневых машин.
Как показывает передовой отечественный и зарубежный опыт, наиболее полно поддается автоматизации процесс изготовления полых или монолитных тонкостенных стержней из песчано-смоляных смесей. Использование смесей на основе таких связующих позволяет получать готовые к употреблению стержни за весьма короткое время непосредственно в горячем ящике по автоматическому замкнутому циклу. При этом появляется возможность значительно уменьшить трудоемкость изготовления стержней, повысить их размерную точность и качество. Процесс нашел наибольшее применение в массовом производстве.