
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 42. Пути автоматизации заливки литейных форм
Во многих литейных цехах заливка форм производится на плацу при помощи ручных ковшей. Такая организация заливки-требует значительных производственных площадей и большого объема тяжелого ручного труда. Поэтому осуществляя механизацию во всех крупных литейных цехах, в первую очередь устанавливают непрерывно движущийся напольный конвейер для форм под заливку и монорельс для передвижения заливочных ковшей. Указанная механизация значительно повышает производительность труда, облегчает труд заливщиков и связывает между собой разнообразные производственные операции, начиная от приготовления форм и кончая выбивкой отливок.
Ручная заливка литейных форм металлом несовместима с комплексной автоматизацией всего процесса производства отливок, поэтому в современных литейных цехах применяют автоматические устройства для заливки форм. В зависимости от конкретных условий применяют два вида автоматизации процесса заливки: от фотоэлемента, воспринимающего импульс жидкого металла, появляющегося в выпорном отверстии; по заранее установленной массе металла в форме. Способ, основанный на действии фотоэлемента, применяют на предприятиях с массовым характером производства. Автоматическая заливка форм по массе нашла применение и в серийном производстве.
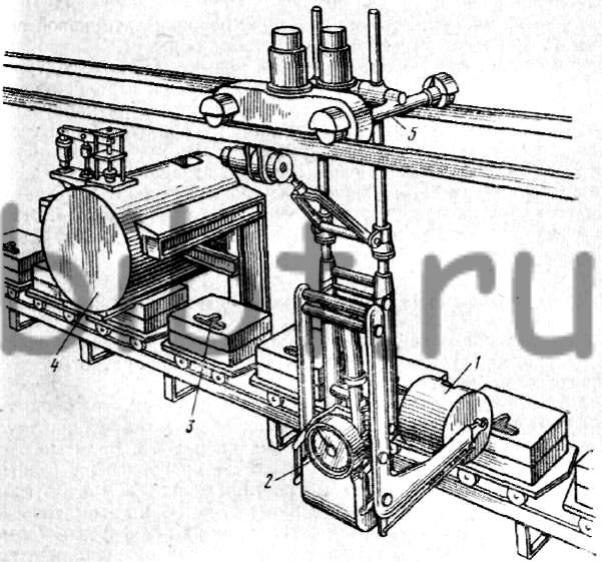
Рис. 52. Установка для автоматизации процесса заливки форм
Установка для автоматической заливки форм по массе на конвейере показана на рис. 52. Принцип действия ее основан на постоянстве местоположения приемной воронки литниковой системы 3. Работает установка следующим образом. Заливочный ковш 1 выдает при повороте каждый раз весь металл, содержащийся в нем. Количество металла фиксируется стрелкой весов 2, допускающих три варианта металлоемкости.
При наборе моделей на плиты это учитывается, и при смене плит стрелка весов устанавливается соответствующим образом. Все три варианта могут осуществляться одновременно, но в заданной последовательности. Заливочных ковшей два; пока из одного форма заливается, другой наполняется из стопорного устройства 4, отмеривающего заданное количество металла. При заливке ковш движется на тележке 5 синхронно с конвейером.