
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 43. Механизация и автоматизация выбивки и очистки отливок
Комплексная механизация и автоматизация выбивки и очистки отливок предусматривает применение разнообразного технологического оборудования.
Примером автоматической выбивки отливок из опок на горизонтально-замкнутом литейном конвейере может служить установка, схема которой представлена на рис. 53. Залитые опоки 2 после выхода из охладительной ветви конвейера 1 автоматически сталкиваются пневматическим толкателем 3 на механизированную вибрационную решетку 6, которая автоматически приводится в действие после поступления на нее формы. Форма в результате большого количества колебаний разрушается, горелая смесь и отливка проваливаются через люк решетки вниз. Горелая смесь с помощью наклонно расположенной решетки 7 отделяется от отливок и попадает на ленточный транспортер 10, который подает ее в смесеприготовительное отделение. Отливки поступают на металлический пластинчатый транспортер 8 и подаются на очистку и обрубку. Пустые опоки сталкиваются с вибрационной решетки пневматическим толкателем 9 на площадку 4, а затем толкателем 5 на пустую тележку конвейера 1, который подает опоки к формовочным машинам. Отливки после выбивки их из опок подвергаются операциям отбивки или отрезки литников и прибылей, очистки и обрубки.
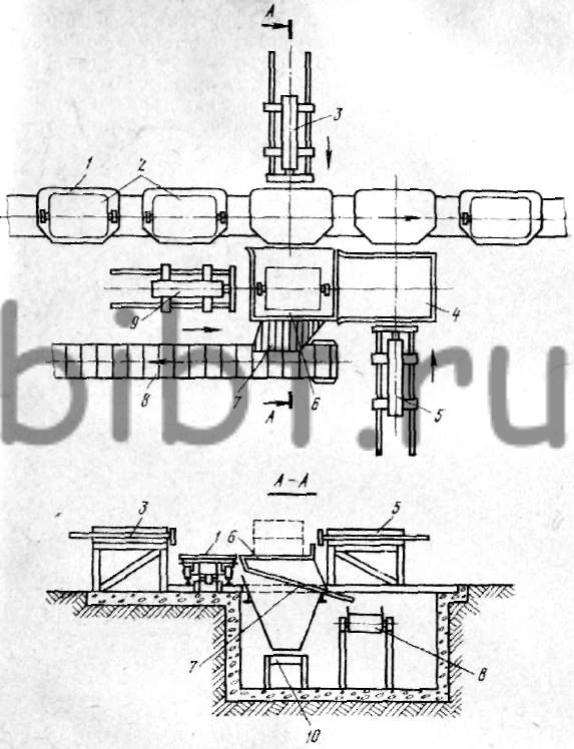
Рис. 53. Схема автоматической выбивки форм
Для удаления литников и прибылей применяют прессы, ленточные и дисковые пилы. Обрезка литников и прибылей стальных отливок производится автогеном. Механизация очистки поверхности отливок выполняется с помощью вращающихся барабанов, дробометных установок и пескогидравлических установок. Удаление заливов, заусениц, неровностей и других поверхностных дефектов отливок выполняется на стационарных или подвесных маятниковых обдирочно-зачистных станках.
На Горьковском автозаводе для зачистки заусенцев и неровностей отливок созданы и внедрены автоматические шлифовальные обдирочные станки. На рис. 54 приведена схема станка для обдирки отливки коробки передач и зачистки больших плоскостей отливок. На вращающемся столе диаметром 2000 мм устанавливают двенадцать приспособлений для зажима отливок.
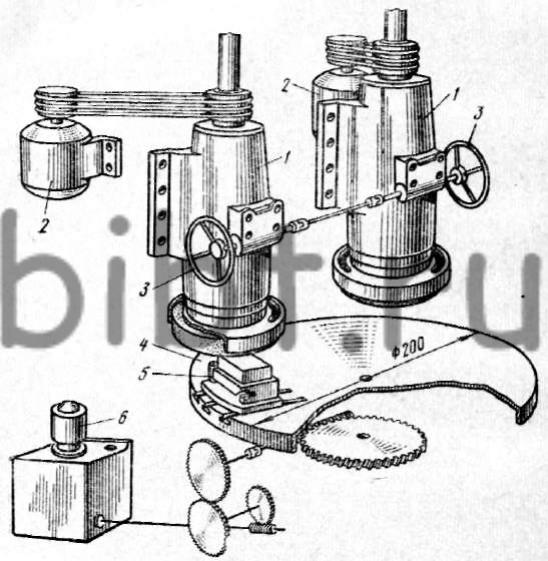
Рис. 54. Схема полуавтомата для зачистки отливки картера коробки передач:
1 — правая и левая головки, 2,6 — электродвигатели, 3 — штурвалы, 4 — вращающийся стол, 5 — приспособление
Стол вращается, и отливки поступают под абразивный круг, закрепленный на шпинделе. Производительность такого полуавтомата 180 отливок в час. Автоматизация зачистки отливок улучшила условия труда и резко повысила производительность.