
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Рамочный метод нанесения песчано-смоляной смеси для формирования оболочковой формы.
Свободная насыпка с помощью рамки. При этом методе на нагретую и обработанную разделительным составом модельную плиту устанавливают рамку (рис. 83, а), высота которой на 150—200 мм должна превышать самую высокую точку модели. Внутрь рамки из стационарного бункера насыпается песчано-смоляная смесь, в результате чего на модельной плите начинает формироваться оболочковая форма (рис. 83, б).
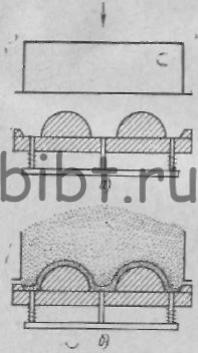

Рис. 83. Формообразование с помощью рамки
После сформирования оболочки необходимой толщины плита вместе с рамкой поворачивается на 180°, а избыток смеси, не участвовавший в формировании оболочки, высыпается из рамки (рис. 83, в). Молельная плита снова поворачивается в исходное положение и с нее снимается рамка (рис. 83, г). Далее модельная плита отправляется в печь для окончательного отверждения оболочки. Условия нанесения песчано-смоляной смеси при рамочном методе более благоприятны, чем при бункерном, так как в этом случае смесь наносится на модельную плиту в перпендикулярном направлении, в то время как при бункерном способе она постепенно накатывается на нее под углом. В результате этого при рамочном методе формирования удается сократить дефекты оболочек по рыхлотам.
К числу недостатков рамочного метода следует отнести сложность установок и значительное пылеобразование, происходящее при сбросе избытка смеси с модельной плиты. Поэтому рамочный метод нанесения применяют на сложных по устройству многопозиционных машинах, используя при этом плакированную песчано-смоляную смесь.
Рамочный метод нанесения песчано-смоляной смеси на модельную плиту применяют при изготовлении стопочных форм (рис. 84, а).
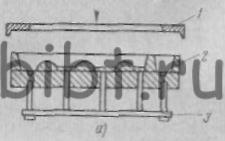
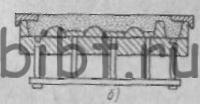
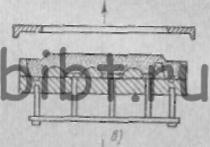
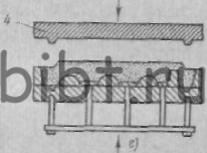
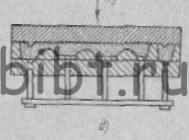
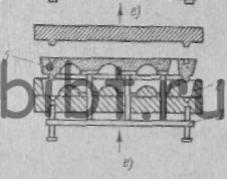
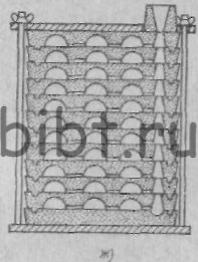
Рис. 84. Изготовление стопочных форм: а — установка рамки для допрессовочного слоя, б — формирование стопочной формы, в — съем рамки, г — установка второй модельной плиты, д — прессование стопочной формы, е — разъем оснастки и съем стопочной формы, ж — собранная стопочная форма
Из приведенной схемы видно, что модельная плита имеет закрепленную по ее контуру постоянную металлическую рамку 2. Высота этой рамки должна превышать максимальную высоту модели на 5—8 мм. Модельную плиту нагревают до рабочей температуры и обрабатывают разделительным составом. Затем на рамку плиты накладывают дополнительную рамку 1, необходимую для создания допрессовочного слоя смеси толщиной 5—10 мм. После этого на плиту насыпают песчано-смоляную смесь, уровень которой не должен превышать верхней плоскости дополнительной рамки (рис. 84, б).
Дополнительная рамка снимается с плиты (рис. 84,в), а на образовавшийся допрессовочный слой смеси накладывается вторая модельная плита 4, холодная или горячая (рис. 84, г), к которой прикладывается давление с. помощью пресса (рис. 84, д). Выдержав небольшое время под прессом, модельный комплект в собранном виде отправляют в печь для окончательного отверждения, после чего снимается верхняя модельная плита 4 и с помощью толкательной системы 3 форма 5 снимается с плиты (рис. 84, е). Такие формы, устанавливая одна на другую, перед заливкой собирают в стопку (рис. 84, ж). Применение стопочных форм позволяет сократить расход связующего ПК-104 за счет применения сухой песчано-смоляной смеси с содержанием связующего в пределах 2,5— 3,5%.