
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Пескодувный метод формирования оболочковой формы.
Пескодувный метод. При свободной засыпке песчано-смоляной смеси на модельную плиту (бункерный и рамочный методы) невозможно регулировать толщину в разных частях оболочки. Максимальную скорость формообразования и заданную толщину в определенных местах оболочки можно получать при помощи пескодувного метода. Один из вариантов пескодувного метода представлен на рис. 85.
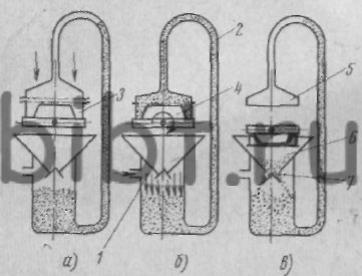
Рис. 85. Формообразование оболочки путем засыпки смеси сжатым воздухом:
а — установка модельной оснастки, б — надув смеси и формообразование оболочки, в — сброс избытка смеси
При пуске воздуха в резервуар 1 песчано-смоляная смесь по трубе 2 поступает в рамку 3, закрепленную на нагретой модельной плите 4 и прижатую к головке 5 пескодувной машины. После образования оболочки необходимой толщины давление воздуха снимается, модельная плита опускается и поворачивается на 180° для сброса избытка смеси. Избыток смеси высыпается в бункер 6, расположенный под модельной плитой, и через открытый клапан 7 поступает в резервуар 1. Описанный метод, значительно увеличивая скорость формирования оболочки за счет уплотнения смеси сжатым воздухом, позволяет повысить производительность машин.
Чтобы получить требуемую толщину оболочки, на нагретую модельную плиту накладывают контр плиту. повторяющую так форму первой плиты, чтобы между ними образовалось некоторое пространство, в которое вдувается песчано-смоляная смесь.
Процесс начинается с насыпания через клапан 2 плакированной смеси в головку пескодувной машины 1 (рис. 86, а). Под контрплиту 3, прикрепленную к нижней части пескодувной головки, подводится модельная плита 5. После этого клапан 2 закрывается (рис. 86, б), а в полость пескодувной головки подается сжатый воздух под давлением до 7 ат, который через щелевые отверстия 4 в контрплите надувает песчано-смоляную смесь в полость формы. Надув оболочки 6 при таком методе происходит за 3—5 с, после чего давление сжатого воздуха снимается с головки.
Известны способы получения оболочек при помощи холодной контрплиты и горячей модельной плиты или горячей (электро-обогреваемой) контрплиты и горячей (электрообогреваемой) модельной плиты. При первом варианте модельная плита вместе с оболочкой извлекается из контрплиты и помещается в печь для окончательного отверждения оболочки. Во втором варианте оболочка после надува отверждается за счет тепла контрплиты и модельной плиты. Отвержденную оболочку извлекают вместе с модельной плитой из контрплиты (рис. 86, в) и снимают с модельной плиты при помощи толкателей.
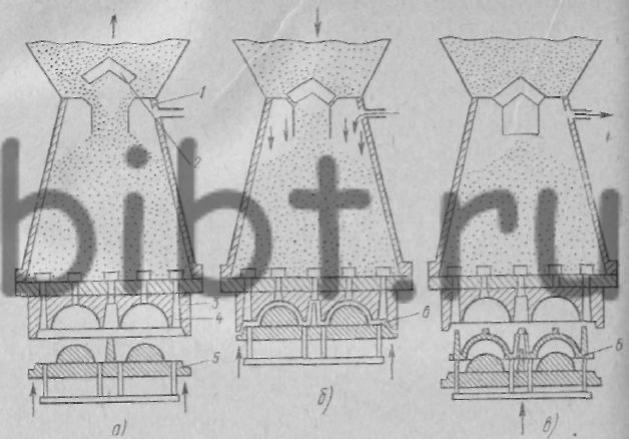
Рис. 86. Формообразование оболочки методом надува смеси с использованием холодной контрплиты:
а — сборка модельного комплекта. б- надув смеси, в — разъем оснастки и съем готовой оболочки
Пескодувный метод формирования оболочковых форм требует обязательного применения плакированных смесей и усложнения модельной оснастки за счет использования контрплит. Последнеее обстоятельство делает этот метод изготовления рентабельным только в условиях массового изготовления оболочковых форм.