
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 51. ОРГАНИЗАЦИЯ ТРУДА ПРИ ИЗГОТОВЛЕНИИ И СБОРКЕ СЛОЖНЫХ ФОРМ
Схема организации и машинного изготовления средних и крупных сухих форм.
Машинное изготовление форм с сушкой их в проходных сушилах. В литейных цехах средние и крупные отливки сложной конфигурации в ряде случаев изготовляются в сухих формах.
На рис. 95 представлена схема организации машинного изготовления средних и крупных сухих форм. Полуформы изготовляются на формовочных машинах 1 и 11. Формовочные машины 1 относятся к типу встряхивающих машин с поворотной плитой, а формовочные машины 11 — к встряхивающим с перекидным столом.
Снятые мостовым краном 5 со столов формовочных машин полуформы 10 отделываются на плацу. Отделанные и окрашенные полуформы устанавливаются в стопки (нижние и верхние полуформы при этом разделяются), а затем их грузят на тележки 2. Тележки с полуформами вкатывают в проходные сушила 3, где полуформы сушатся в течение определенного времени. По окончании сушки тележки с полуформами выкатывают с обратной стороны сушила на участок сборки.
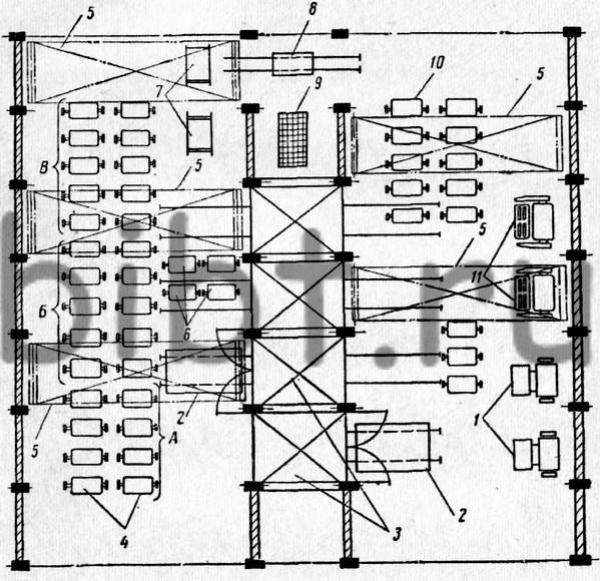
Рис. 95. Схема организации и машинного изготовления средних и крупных сухих форм
Стопки полуформ сгружают с тележек и размещают на плацу 6 для охлаждения. По мере охлаждения нижние полуформы устанавливают в ряды 4, где и выполняются все сборочные операции. Стержни к сборочным местам подают из стержневого отделения комплектно на этажерках 7 мостовым краном 5, с помощью которого выполняются все подъемно-транспортные операции в формовочном и сборочном пролетах. В целях лучшего использования кранов сборку форм ведут сразу в нескольких участках плаца, например на участках А, Б и В. За время установки нижних полуформ на плац и простановки в них стержней верхние полуформы окончательно охлаждаются. После наращивания литниковых систем и скрепления полуформ формы заливают расплавом непосредственно на сборочных местах.
Охлажденные на тележке 8 формы поступают на выбивной участок, где на инерционной решетке 9 их выбивают. Выбитые отливки поступают в очистное отделение, а пустые опоки на тележке 8 — в формовочное отделение.