
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 59. ЦЕНТРОБЕЖНОЕ ЛИТЬЕ. Схема получения отливок — втулок центробежным способом.
Центробежный метод литья осуществляется на специальных машинах, в которых расплав заливается во вращающуюся форму. Под действием центробежных сил расплав плотно прижимается к внутренним стенкам вращающейся формы, принимая при затвердевании ее очертания. Формы могут вращаться вокруг горизонтальных, вертикальных и наклонных осей. Наиболее распространены машины с горизонтальной осью вращения. Методом центробежного литья получают отливки, представляющие собой тела вращения (втулки, цилиндры, трубы, диски и др.).
При этом способе центробежная сила не только распределяет расплав в форме, но и способствует перемещению на внутреннюю поверхность отливки, в зону припуска на механообработку более легких, чем сплав, шлаковых и газовых включений, в результате чего отливка после механообработки получается более чистой и плотной.
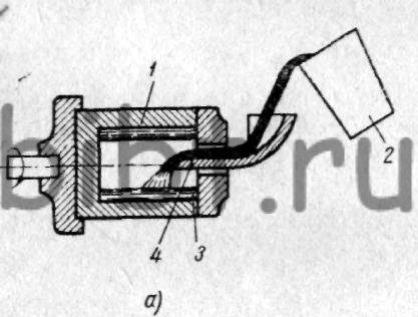
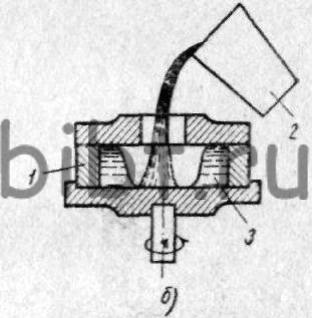
Рис. 106. Схема получения отливок — втулок центробежным способом на машинах:
а — с горизонтальной осью вращения, б — с вертикальной осью вращения
На рис. 106 показана схема получения отливок-втулок центробежным способом на машинах с горизонтальной и вертикальной осями вращения. Определенная доза расплава из ковша 2 заливается через металлоприемник 4 во вращающуюся форму 1. Под действием центробежных сил расплав оттесняется к стенкам формы, точно воспроизводя ее очертания. Форма вращается до тех пор, пока расплав не затвердеет, после чего отливка 3 извлекается из формы. Перед каждой заливкой внутренняя полость формы покрывается противопригарной краской.
Центробежным способом можно получать биметаллические отливки из разных сплавов путем поочередной заливки формы.
Преимуществом центробежного литья является получение плотных, мелкозернистых, прочных отливок без литниковых систем, благодаря чему выход годного литья достигает 95%. Этот способ обеспечивает точность отливок 5-го класса и хорошее качество поверхности. Центробежное литье успешно применяется в массовом, крупносерийном и мелкосерийном производствах.
Контрольные вопросы
1. Расскажите о процессе получения литья в оболочковых формах.
2. Каковы особенности технологического процесса получения литья по выплавляемым моделям?
3. Укажите способы получения литья под давлением.
4. Как устроен кокиль?
5. В чем заключается сущность получения литья центробежным способом?