
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизация процесса сборки форм. Схема автоматического участка сборки форм конструкции Оргстанкинпром.
Схема автоматического крепления полуформ наложением на них груза.
На рис. 126 показана схема автоматического участка сборки форм конструкции института Оргстанкинпром, вмонтированного в автоматическую линию изготовления литейных форм. Изготовленные на формовочном участке 1 полуформы 4 поочередно (верх — низ) устанавливаются на сборочный транспортер 2 рабочими полостями вверх.
В нижнюю полуформу транспортера вручную устанавливают стержни и контролируют качество формовки. Верхняя полуформа, которая за время простановки стержней переместилась под механизм 3, спаривающий полуформы, захватывается этим механизмом, поднимается и переворачивается на 180°. Затем под этот же механизм перемещается нижняя полуформа с проставленными в нее стержнями, и здесь она спаривается с верхней полуформой.
Точность совпадения рабочих полостей полуформ достигается использованием в верхней опоке штырей, а в нижней — соответствующих втулок. Собранная форма перемещается на стол 6 и сталкивается толкателем 5 на тележку литейного конвейера 7.
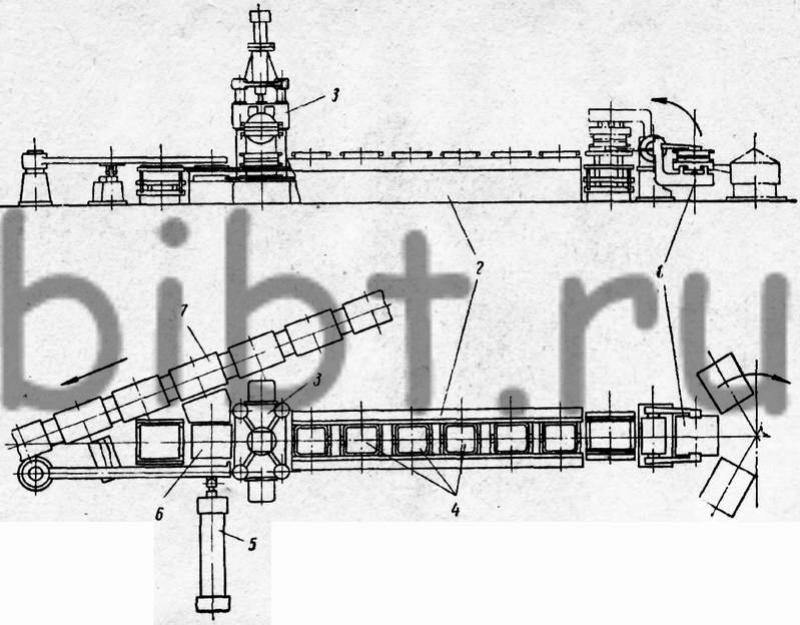
Рис. 126. Схема автоматического участка сборки форм конструкции Оргстанкинпром
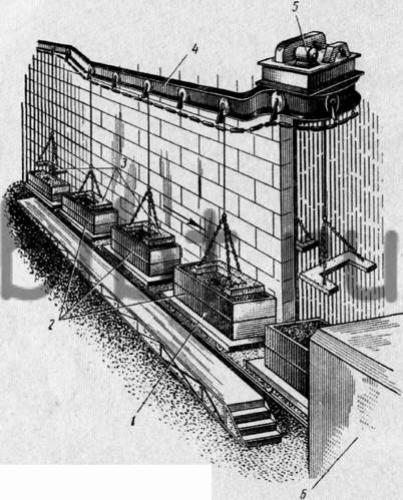
Рис. 127. Схема автоматического крепления полуформ наложением на них груза
Завершающей операцией сборки является скрепление полуформ. В качестве примера на рис. 127 приводится схема автоматического скрепления полуформ наложением на них груза и снятием его после затвердевания расплава в форме. Грузы 3 крепятся при помощи штанг и цепей к подвесному цепному конвейеру 4, движущемуся с одинаковой скоростью с литейным конвейером 1. Когда формы 2 подходят к участку заливки, грузы плавно опускаются по наклонному участку подвесного конвейера и автоматически нагружают их.
Время, в течение которого груз находится на форме, определяется длиной горизонтального участка подвесного конвейера. После прохождения этого участка грузы поднимаются по другой наклонной ветви конвейера и совершают круговое движение обратно к заливочному участку. Движение грузов по подвесному конвейеру сообщается электроприводом 5. Залитые формы для окончательного охлаждения транспортируются литейным конвейером 1 в зону 6.