
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 22. ШТЫРИ. Центрирующие штыри.
При изготовлении полуформ и их сваривании для полного совпадения рабочих полостей применяют центрирующие штыри, которые подразделяются на плитовые, контрольные (сборочные) и заливочные. Конструкция и размеры штырей всех типов зависят от серийности производства и размеров применяемых опок.
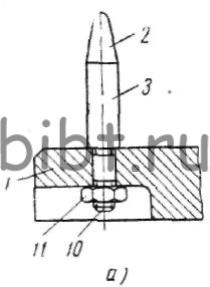
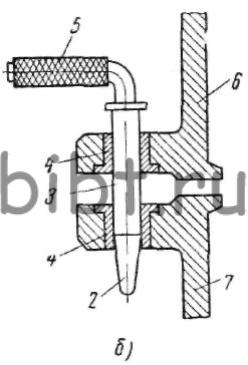
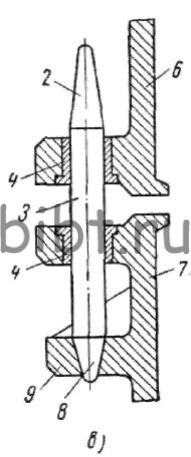
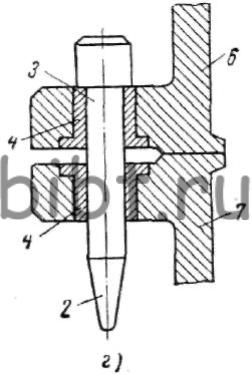
Рис. 25. Штыри
Все штыри (рис. 25) имеют цилиндрическую часть 3 и коническую 2. Коническая часть штырей требуется для начального, грубого совпадения центрирующих отверстий опок, а цилиндрическая или рабочая часть точно фиксируют положение опоки на модельной плите или нижней и верхней полуформ. Изготовляют штыри из стали 45, подвергают закалке до твердости 50— 55 Rc и шлифованием, окончательно доводят цилиндрическую часть. Закалка штырей, увеличивая твердость рабочих цилиндрических частей, повышает срок их службы. Все штыри, находящиеся в эксплуатации, регулярно проверяют предельными калибрами по диаметру. Изношенные и погнутые штыри заменяют новыми.
Плитовые штыри прочно крепятся гайкой 11 (рис. 25, а) на модельной плите 1 хвостовой частью 10. Во избежание самоотвертывания штырей при работе под гайками подкладывают пружинящие шайбы (гровера) или отгибные.
Контрольные или сборочные штыри предназначены для центрирования верхней и нижней полуформ при спаривании, а также при ручной и пескометной набивке форм в парных опоках без модельных плит.
Для спаривания полуформ по способу «штырем» (рис. 25, б), для удобства в работе штыри имеют ручки 5. При спаривании штыри опускают конической частью в отверстия втулок 4. Втулки запрессовывают в ушки опок для увеличения их срока службы, так как изношенные втулки могут быть заменены новыми. При дальнейшем опускании верхней полуформы 6 на нижнюю 7 штырь слегка поворачивают из стороны в сторону и опускают до полного входа цилиндрической части в центрирующие отверстия опок. После спаривания полуформ штыри вынимают из отверстий для повторного использования.
Спаривание по способу «на штырь» выполняется при помощи штырей, устанавливаемых в центрирующие отверстия втулок 4 (рис. 25, в) опок нижних полуформ. При этом штыри через центрирующие отверстия втулок входят коническими частями 8 в дополнительные конические отверстия приливов 9 нижней опоки 7. При спаривании опока 6 верхней полуформы центрирующими отверстиями опускается на конические части 2 штырей, а затем точно центрируется по отношению к нижней цилиндрическими частями 3 штырей.
Сборочные штыри (рис. 25, г) устанавливают в центрирующие отверстия втулок 4 полуформ 6 и 7 после их спаривания по способу «штырем». Эти штыри необходимы для предотвращения смещения полуформ относительно друг друга при креплении опок собираемой формы. Цилиндрическая часть заливочных штырей 3 по сравнению с контрольными обрабатывается с меньшей точностью. После заливки формы штыри вынимают для повторного использования.