
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 29. СУШКА И ХИМИЧЕСКОЕ ЗАТВЕРДЕВАНИЕ СТЕРЖНЕЙ
В процессе сушки и химического твердения стержней увеличивается их газопроницаемость и прочность.
Повышение прочности стержней происходит вследствие высыхания пленок связующего материала (крепителя) и более прочного скрепления отдельных песчинок между собой. Прочность смесей из песчано-глинистых материалов повышается за счет увеличения прочности глины в сухом состоянии. Увеличение газопроницаемости стержней после сушки происходит в результате испарения влаги и возгонки органических добавок.
Изготовляются сушильные печи различной конструкции. В качестве топлива применяются: уголь, бой кокса, нефть, природный газ и др. Мелкие стержни, содержащие крепители KB, П, КГ, сульфитно-спиртовую барду и др., сушат при температуре 150—240° С в течение 1—3 ч. Мелкие песчано-глинистые стержни сушат в течение того же времени, но при более высокой температуре (до 250° С). Крупные стержни из песчано-глинистых смесей требуют более продолжительной сушки (до 6 ч и более) при температуре от 300 до 450° С.
Сушильные печи для стержней подразделяются на камерные тупиковые, камерные проходные и проходные конвейерные сушила непрерывного действия.
Наиболее производительными и экономичными являются конвейерные проходные сушила, которые широко применяются в литейных цехах при серийном и массовом производствах.
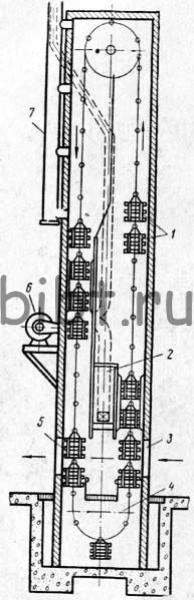
Рис. 44. Схема вертикального конвейерного сушила
Схема вертикального конвейерного сушила показана на рис. 44. В металлическом теплоизолированном корпусе расположен вертикально замкнутый подвесной конвейер с подвешенными к нему этажерками 1. Стержни загружают через окно 3, устанавливая плиты со стержнями на полки этажерок. Нагруженные этажерки поднимаются вверх цепью конвейера, которая приводится в движение электромотором и редуктором. Из смесительной камеры топки 2 в сушило дымососом 6 вдувается смесь горячих газов с воздухом, поднимающая вверх шахты печи и частично удаляемая вытяжной трубкой 7. На участке движения горячих газов устанавливают определенные температуры, регулируемые подачей топлива в топку. Стержни, расположенные на этажерках, проходя зону движения газов, нагреваются и высушиваются. Высушенные стержни выгружают через разгрузочное окно 5, а пустые этажерки, огибая нижнюю натяжную звездочку конвейера 4, поднимаются к окну 3, где снова загружаются сырыми стержнями. Иногда в стержневых отделениях устанавливают конвейерные сушила непрерывного действия горизонтального типа. В этом случае тяговая цепь конвейера с этажерками располагается горизонтально. Для обеспечения более продолжительного пребывания стержней в печи тяговую цепь размещают так, чтобы она делала в печи несколько витков.
Процесс сушки стержней с учетом остывания требует довольно продолжительного времени, поэтому, когда возможно, стараются изготовлять стержни из быстротвердеющих смесей, приготовленных на жидком стекле. Технологический процесс изготовления стержней из жидкостекольных смесей отличается от ранее изложенных способом твердения стержней. По одному из способов изготовленный стержень продувают углекислым газом непосредственно в стержневом ящике (рис. 45, а). В этом случае в стержневых ящиках предусматривают специальные отверстия 1 для подвода углекислого газа в боковые участки стержня. Со стороны набивки стержень продувают через одну или несколько трубок 3. Для обеспечения выхода газа через боковые стенки в стержневом ящике имеются боковые полости 2.
По другому способу изготовленный стержень 2 твердеет на стержневой плите 5 под колпаком 1 (рис. 45, б).
Углекислый газ из магистральной сети или баллона подается по шлангу через штуцер в колпак.
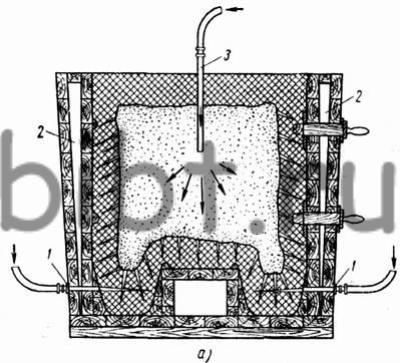
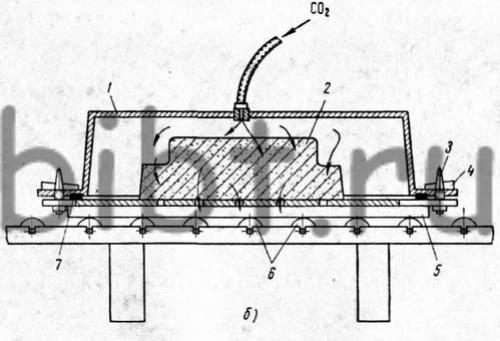
Рис. 45. Методы химического твердения стержней
а — продувка углекислым газом в ящике. б — продувка под колпаком
Плотное соединение колпака и плиты достигается за счет резиновых уплотнителей 7, вставных штырей 3 и клиньев 4. По этому способу твердения стержни на плитах могут транспортироваться по рольгангу 6. Из-за повышенной прилипаемости жидкостекольной смеси стержневые ящики (модели) после изготовления окрашиваются нитролаком 624-а или 624-с или нитроэмалью НМЭ-25.
Твердение форм и стержней, изготовленных из жидкостекольных смесей, может производиться также и с помощью только тепловой сушки или комбинированным способом — предварительной продувкой углекислым газом и последующей тепловой сушкой. Такие стержни обладают более высокой прочностью, чем стержни, изготовленные с отверждением их только продувкой углекислым газом.