
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 31. СБОРКА, ОТДЕЛКА И КОНТРОЛЬ СТЕРЖНЕЙ
Сборка стержней.
Сборка стержней. Сложные стержни после сушки подвергаются контролю, а иногда отделке. Сборка заключается в спаривании половин стержня и соединении отдельных стержней в общий блок. Перед спариванием стержни калибруют в кондукторах. Для этой цели на нижней и верхней частях стержня со стороны спаривания предусматривают припуск 1—2 мм, который снимается при калибровке специальными металлическими линейками или абразивными кругами на специальных установках.
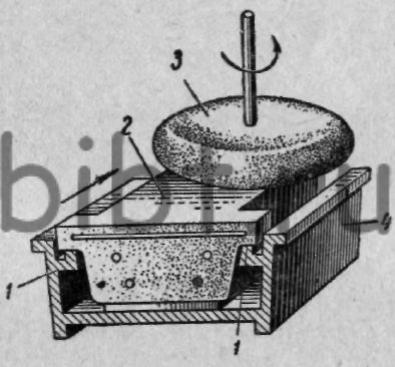
Рис. 46. Зачистка стержня в кондукторе:
1 — опорные поверхности, 2 — стержень, 3 — абразивный круг, 4 — кондуктор
При калибровке стержень 2 (рис. 46) устанавливается в кондукторе 4 на опорные поверхности У, обеспечивающие точное (по высоте) снятие припуска абразивным кругом 3. Перед спариванием на поверхность разъема одной из частей стержня наносится слой декстринового или сульфитного клея, обеспечивающего плотное соединение. Чтобы избежать перекосов, мелкие стержни спариваются в специальных кондукторах. В условиях мелкосерийного и индивидуального производства мелкие и крупные стержни обычно спаривают без калибровки. Иногда крупные стержни склеивают при помощи пастообразного раствора белой глины (белюги).
В этом случае на поверхность разъема нижней половины крупного стержня наносится слой белюги толщиной 3—5 мм, после чего на нее опускается верхняя половина стержня. Места стыка заделывают специальным ремонтным формовочным составом. Спаривать стержни целесообразно в нагретом состоянии, так как при этом клей высыхает без дополнительной подсушки. При спаривании стержней необходимо следить за точным совпадением вентиляционных каналов нижней и верхней половин стержня. Обычно вентиляционные каналы выводят в знаковые части стержня, удаленные от литниковой системы. Это предотвращает возможность насыщения расплава газами, а также заполнение расплавом вентиляционных каналов стержня.
Для большей точности стержни собирают в блоки в кондукторах или при помощи шаблонов. В автотракторной промышленности для прочного соединения отдельных стержней применяют вместо клея легкоплавкие сплавы, которые заливают в отверстия или полости, предусматриваемые при изготовлении стержней (рис. 47).
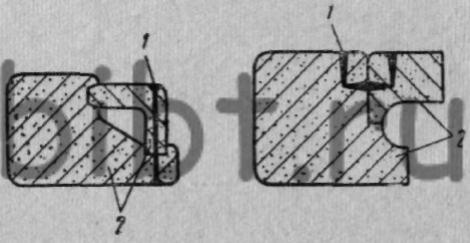
Рис. 47. Соединение стержней легким сплавом: 1 — легкоплавкий сплав, 2 — соединяемые стержни