
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 43. СПАРИВАНИЕ ПОЛУФОРМ
Спаривание полуформ - это накладывание верхней полуформы на нижнюю. Эта операция выполняется по окончании отделочных работ, после установки, крепления всех стержней и спаривания. Накрывая верхней полуформой нижнюю, создают их плотную посадку, препятствующую прорыву через разъем формы расплава. Прорыв расплава по разъему формы называется «уходом» расплава. «Уход» расплава приводит обычно к браку отливки. Для обеспечения плотной посадки полуформ при сырой формовке поверхности разъема нижней полуформы подрезают гладилкой (рис. 79).
При этом конец гладилки врезают на глубину 10-30 мм (в зависимости от величины формы) на расстоянии 40-100 мм от края рабочей полости и, соблюдая указанные размеры, подрезают полуформу по всему периметру. Гладилку при подрезе держат так, чтобы наклон подрезаемого слоя всегда был обращен к рабочей полости формы. Для форм в опоках размерами до 500X500 мм глубина подрезки должна быть равной 10-15 мм, для более крупных форм - до 30 мм. При сборке подсушиваемых, сухих и химически твердеющих форм плотность стыка полуформ достигается проложением слоя прокладочной глины или асбестового шнура диаметром 5-10 мм.
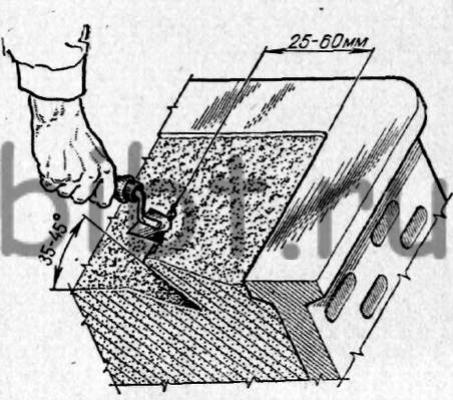
Рис. 79. Подрезка поверхности разъема нижней полуформы.
Диаметр слоя глины должен быть таким, чтобы после наложения верхней полуформы слой глины в сжатом состоянии не превышал 2-3 мм у средних форм (размер опок до 2000X2000 мм) и 4-5 мм у более крупных форм. Асбестовый шнур или валик укладывают на расстоянии 30-50 мм от края рабочей полости по периметру полуформы.
В зависимости от степени механизации производства и веса полуформ спаривание их производят вручную, подъемниками, электрическими тельферами или консольными мостовыми кранами. Вручную спаривают полуформы весом до 50 кГ. При спаривании центрирующие сборочные штыри могут устанавливаться в штыревые отверстия опок нижней или верхней полуформ. В первом случае спаривание полуформ производится «на штырь», во втором - «по штырю». И в том, и в другом случае в начале спаривания необходимо следить за правильностью попадания штырей в соответствующие направляющие штыревые отверстия опок.
При спаривании более крупных полуформ верхняя полуформа зачаливается за цапфы чалочным приспособлением подъемного устройства, если требуется - кантуется на 180° и подвешивается точно над нижней полуформой. После этого в отверстия верхней опоки вставляют центрирующие (сборочные) штыри и верхнюю полуформу плавно опускают так, чтобы штыри входили в соответствующие штыревые отверстия нижней опоки. Во избежание заклинивания при спаривании сборочные штыри следует слегка поворачивать за ручку в правую и левую стороны. Спаривание обычно выполняют два сборщика, находящиеся с разных сторон формы по диагонали (рис. 80).
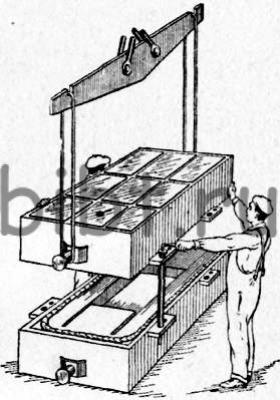
Рис. 80. Спаривание крупных полуформ
При спаривании крупных форм сборочные штыри вставляются в отверстия ушек опок, расположенных по диагонали. Это обеспечивает более точное совпадение рабочих полостей нижней и верхней полуформ. При спаривании запрещается (если не предусмотрено технологией) устанавливать штыри на одной стороне опок, а также использовать не взаимозаменяемые штыри или штыри, предназначенные для сборки других форм.
Если стержни закрепляют в знаковых частях без подгонки в знаках и без применения костылей, шпилек и т. п., верхнюю полуформу сразу плавно опускают на нижнюю. Если же стержни необходимо дополнительно закрепить, то предварительно сверху на стержни устанавливают жеребейки нужного размера, после чего производится спаривание.
Впервые собираемые или экспериментальные формы спаривают с перекрытием. Для этой цели при первом накрытии на стержни и на их знаки накладывают комочки прокладочной глины, которые сверху закрывают полосками бумаги. Уплотнительный валик глины, уложенный по поверхности разъема формы, также накрывают полосками бумаги, после чего нижнюю полуформу по штырям накрывают верхней до ее плотной посадки.
Не извлекая сборочных штырей из отверстий опок, верхнюю полуформу поднимают и отводят в сторону. На нижней полуформе остаются комочки глины, обжатые верхней полуформой. По их высоте подбирают жеребейки необходимого размера. Кроме того, по кусочкам деформированной глины можно установить плотность посадки, обжим, наличие перекоса и проверить толщину тела отливки. После замеров комочки глины удаляются с поверхности стержня и с поверхности нижней полуформы, а на их места согласно технологической карте устанавливаются соответствующие жеребейки. Затем полуформы окончательно спариваются.
Обычно в мелкосерийном и индивидуальном производствах в период доводки модельной оснастки, когда наблюдаются значительные колебания размеров стержней и форм при их изготовлении средние и крупные полуформы перекрывают дважды. В серийном и массовом производствах формы для отливок собирают без перекрытия, так как доведенная модельная оснастка и машинный способ изготовления форм и стержней обеспечивают стабильность размеров стержней и форм.