
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сборка форм под ступенчатую, стопочную и вертикальную заливку
Сборка форм под ступенчатую, стопочную и вертикальную заливку. Мелкие, невысокие отливки (поршневые кольца, невысокие крышки и т. п.) изготовляют в стопочных (этажных) формах.
Стопочная форма (рис. 90, а) состоит из определенного количества полуформ 1, получаемых на прессовых формовочных машинах в специальных опоках 6, причем обе стороны полуформы являются рабочими полостями 2. Полуформы устанавливают друг на друга, при этом образуется стопочная форма с общим литниковым стояком 5. Боковое смещение полуформ относительно друг друга исключается специально предусмотренными приливами в опоках. В верхней опоке выполняется литниковая чаша 4. Перед заливкой на верхнюю полуформу укладывается фасонный груз 3, надежно скрепляющий собранные полуформы.
В некоторых литейных цехах для экономии производственной площади и облегчения крепления полуформ применяется ступенчатая сборка форм (рис. 90, б). В этом случае сначала собирают нижнюю форму 1, затем на нее ступенчато устанавливают нижнюю полуформу 6 второй формы, причем так, чтобы не перекрывалась литниковая чаша 4. После выполнения соответствующих отделочных работ полуформы спаривают непосредственно на форме, расположенной внизу. Если высота форм невелика, их можно установить в три и более ступеней. Перед заливкой верхнюю форму крепят одним из указанных выше способов, а нижние надежно скрепляются под воздействием веса верхних.
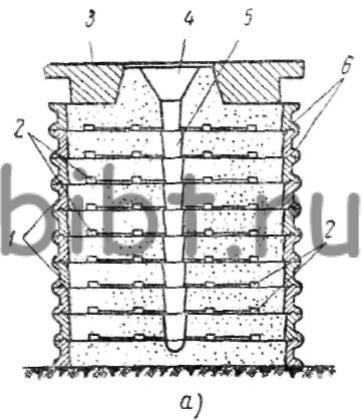
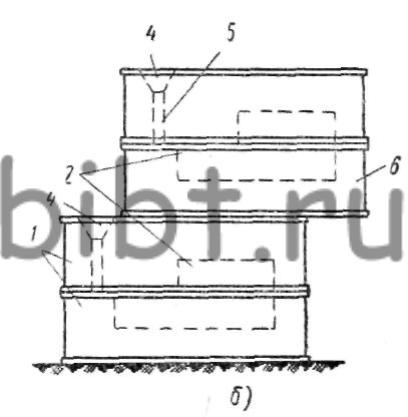
Рис. 90. Сборка форм:
а - стопочная, б -ступенчатая; 7- полуформы, 2 -рабочая полость, 3 - фасонный груз, 4 - литниковая чаша, 5 - литниковый стояк, 6 - опоки